- Envíenos un correo electrónico: [email protected]
- Llámenos al: +86-139 1308 8972
 English
English Español
Español Deutsch
Deutsch
Noticias de la industria
Inicio / Noticias / Noticias de la industria / Piezas de estampado de tapa de batería para gabinetes de baterías de almacenamiento de energía y vehículos eléctricos
Piezas de estampado de tapa de batería para gabinetes de baterías de almacenamiento de energía y vehículos eléctricos
2026-06-16
Un paquete de baterías que falla en el campo rara vez falla debido a las celdas. Más a menudo, la causa principal es una cubierta que no selló, una brida que no se alineó o una protuberancia de montaje que se agrietó debido a la vibración. Las piezas estampadas de cubiertas de baterías son la primera línea de defensa estructural y ambiental para todos los sistemas de baterías de almacenamiento de energía, industriales y de vehículos eléctricos, y los estándares de tolerancia que deben cumplir se han endurecido significativamente a medida que han aumentado los voltajes de los paquetes y las densidades de energía.
Este artículo cubre los materiales, procesos, requisitos dimensionales y opciones de personalización que definen una pieza de estampado de tapa de batería lista para producción, y qué verificar al calificar a un proveedor.

Contenido
- 1 Qué hacen realmente las piezas estampadas de la tapa de la batería
- 2 Selección de materiales: acero laminado en frío, aleación de aluminio o acero inoxidable
- 3 Procesos de embutición profunda y estampado avanzado
- 4 Rendimiento de sellado: requisitos IP67 e IP68
- 5 Nuestro Battery Cover Stamping Parts: Specification Overview
- 6 Personalización: salientes, ranuras, bridas e interfaces funcionales
- 7 Capacidad de producción en masa y garantía de calidad
- 8 Calificación de un proveedor de estampado de tapas de baterías: qué verificar
Qué hacen realmente las piezas estampadas de la tapa de la batería
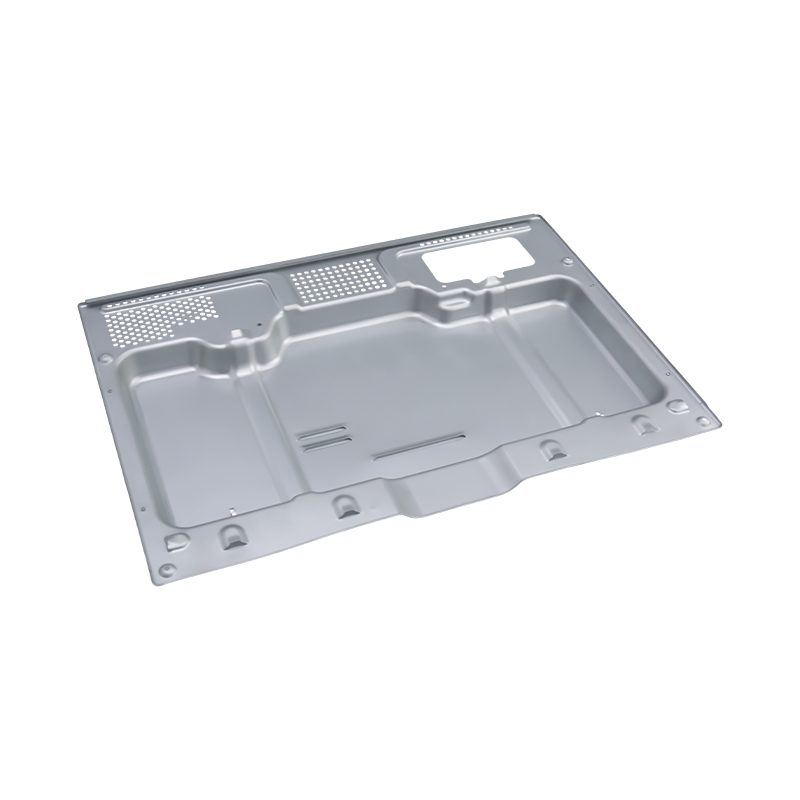
La tapa de una caja de baterías tiene tres funciones simultáneas. Estructuralmente, debe mantener su geometría bajo las cargas mecánicas del ensamblaje del vehículo, la vibración de la carretera y los ciclos térmicos sin deformarse ni transmitir tensión a las células debajo de él. Desde el punto de vista medioambiental, debe alcanzar y mantener la integridad del sellado IP67 o IP68, lo que significa que no debe entrar polvo ni penetrar agua en caso de inmersión sostenida. Funcionalmente, debe interactuar de manera precisa con la carcasa de la batería, el conector de alto voltaje y cualquier canal de enfriamiento integrado en el diseño del paquete.
Cumplir los tres requisitos en un único componente estampado, en lugar de una alternativa mecanizada o fundida, es lo que hace que el estampado por embutición profunda sea el proceso preferido para la producción de baterías de gran volumen. El estampado ofrece dimensiones consistentes y tolerancias estrictas (±0,01 mm – ±0,05 mm) a tasas de producción que la fundición y el mecanizado no pueden igualar, manteniendo al mismo tiempo el costo por pieza lo suficientemente bajo para las cadenas de suministro OEM que operan a escala.
Selección de materiales: acero laminado en frío, aleación de aluminio o acero inoxidable
La elección del material del sustrato establece el límite en cada métrica de rendimiento que la cubierta puede alcanzar: resistencia a la corrosión, peso, conformabilidad, soldabilidad y costo. Tres familias de materiales dominan las aplicaciones de tapas de baterías.
Acero laminado en frío Ofrece alta resistencia a la tracción y excelente formabilidad con un bajo costo de materia prima. Es la opción estándar para gabinetes de baterías industriales y sistemas de almacenamiento de energía donde el peso es una preocupación secundaria y la rigidez estructural es el requisito principal. Los tratamientos superficiales posteriores al estampado (galvanizado, recubrimiento electrónico o recubrimiento en polvo) generalmente se aplican para cumplir con los objetivos de resistencia a la corrosión.
Aleaciones de aluminio, particularmente grados 3003 y 5052, son el material dominante en las cubiertas de las baterías de los vehículos eléctricos, donde el peso del paquete afecta directamente la autonomía del vehículo. La aleación 3003 ofrece buena conformabilidad y resistencia moderada, lo que la hace muy adecuada para geometrías de cobertura de embutición superficial. La aleación 5052 proporciona mayor resistencia y resistencia a la corrosión, lo que se prefiere para cubiertas expuestas a condensación, refrigerante o salpicaduras de la carretera. Ambos grados tienen una embutición profunda limpia y aceptan anodizado o revestimiento de conversión para protección adicional.
Acero inoxidable está especificado para aplicaciones que requieren resistencia inherente a la corrosión sin tratamiento superficial adicional: sistemas estacionarios de almacenamiento de energía en ambientes húmedos, paquetes de baterías marinas o cualquier aplicación donde no se pueda garantizar la adhesión del recubrimiento durante la vida útil del producto. Su mayor tasa de endurecimiento por trabajo requiere herramientas cuidadosamente diseñadas para evitar el retroceso elástico y mantener la estabilidad dimensional después del conformado.
Procesos de embutición profunda y estampado avanzado
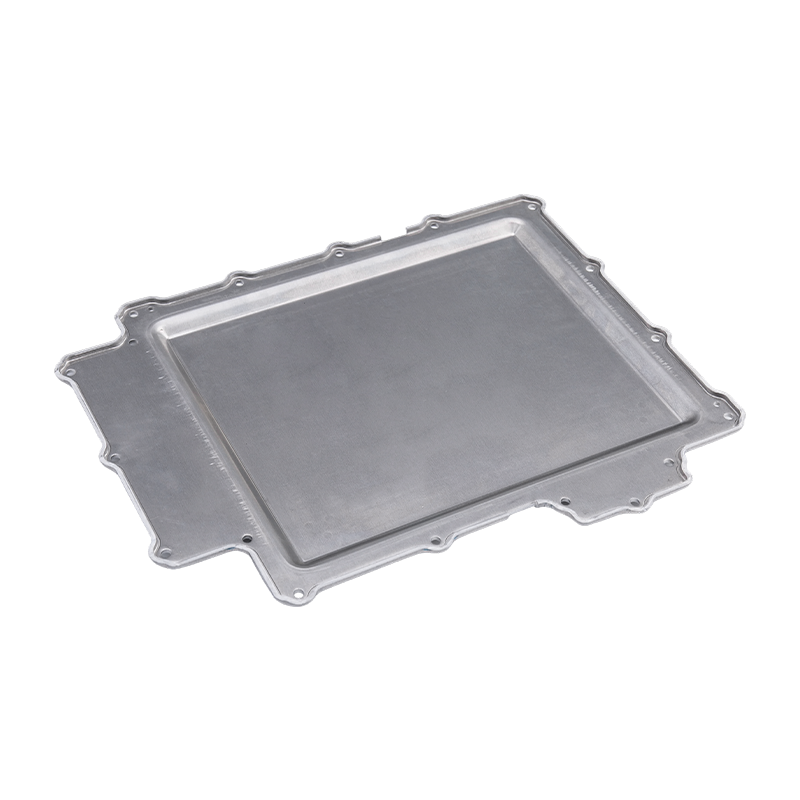
La mayoría de las cubiertas de baterías no son simples piezas planas. Incorporan canales de sellado empotrados, bridas elevadas, resaltes integrados y contornos complejos que requieren secuencias de estampado de transferencia o progresivas de múltiples etapas. La embutición profunda (estirar una hoja plana de metal hasta darle una forma tridimensional usando un punzón y una matriz) es la operación principal, pero el componente terminado generalmente pasa por estaciones adicionales para recortar, perforar, acuñar y rebordear antes de salir de la prensa.
El control del proceso en cada estación determina si la pieza terminada cumple con la tolerancia. La presión del soporte en bruto controla el flujo del material y evita las arrugas; Una presión insuficiente permite que la brida se doble, mientras que el exceso de presión provoca un desgarro en el radio de estiramiento. La gestión de la lubricación afecta la condición de la superficie. un acabado superficial liso de Ra ≤ 0,8μm Esto se puede lograr en sustratos de aluminio y acero cuando la geometría de las herramientas y el espesor de la película lubricante coinciden correctamente.
La tolerancia cero a las rebabas es un requisito no negociable para las cubiertas de baterías. Una rebaba en una ranura de sellado interrumpe la superficie de contacto de la junta y crea una vía de fuga; una rebaba en un borde interno puede migrar a la pila de celdas. Lograr bordes sin rebabas de manera consistente en la producción en masa requiere que las herramientas se mantengan con espacios libres estrechos (generalmente entre el 5% y el 8% del espesor del material para el acero, ligeramente más anchos para el aluminio) e intervalos regulares de inspección de matrices calibrados según el volumen de producción.
Rendimiento de sellado: requisitos IP67 e IP68
IP67 requiere que el gabinete resista la inmersión en hasta un metro de agua durante treinta minutos sin ingresar. IP68 extiende esto a la inmersión continua a una profundidad acordada entre el fabricante y el usuario final (normalmente 1,5 m durante 30 minutos en aplicaciones automotrices, aunque los OEM de vehículos eléctricos suelen especificar condiciones más exigentes).
Lograr estas clasificaciones a partir de una cubierta estampada depende de tres factores: la planitud de la brida de sellado, el acabado superficial de la ranura o cordón que hace contacto con la junta y la consistencia dimensional del patrón de orificios para pernos que comprime el sello. Una desviación de la planitud de la brida de incluso 0,1 mm en un largo recorrido de sellado es suficiente para crear un espacio por el que el agua puede penetrar bajo presión. Esta es la razón por la que la tolerancia dimensional en las características de sellado se mantiene más estricta que en las características estructurales: típicamente ±0,01 mm en la profundidad de la ranura y el ancho del cordón de sellado.
Nuestro Estampado de piezas de precisión para baterías de automóviles y vehículos eléctricos se fabrican con una geometría de ranura de sellado validada según las especificaciones del proveedor de juntas antes de finalizar las herramientas de producción, lo que elimina los riesgos de ajuste por compresión y de ruta de fuga que surgen de los desajustes entre el diseño de dimensiones nominales y las herramientas de dimensiones nominales.
Nuestro Battery Cover Stamping Parts: Specification Overview
Nuestro battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Las piezas presentan un acabado superficial liso (Ra ≤ 0,8 μm), con tolerancia cero a rebabas y sin deformación, lo que protege eficazmente los núcleos de la batería del polvo, la humedad y los impactos externos y, al mismo tiempo, logra una integridad de sellado IP67/IP68. Admiten una integración perfecta con carcasas de baterías y se pueden personalizar con salientes de montaje integrados, ranuras de sellado, orificios, bridas o estructuras de flexión según las necesidades de instalación específicas, incluidas disposiciones para conectores de alto voltaje e interfaces de enfriamiento.
Con una excelente estabilidad estructural y resistencia a la corrosión, estas piezas estampadas para baterías de vehículos eléctricos mejoran la seguridad y durabilidad generales de los sistemas de baterías. Son adecuados para producción en masa (500.000 – 10 millones de piezas/año) , lo que garantiza rentabilidad y un suministro confiable para los OEM y fabricantes de baterías, respaldado por la certificación de calidad IATF 16949.
Personalización: salientes, ranuras, bridas e interfaces funcionales
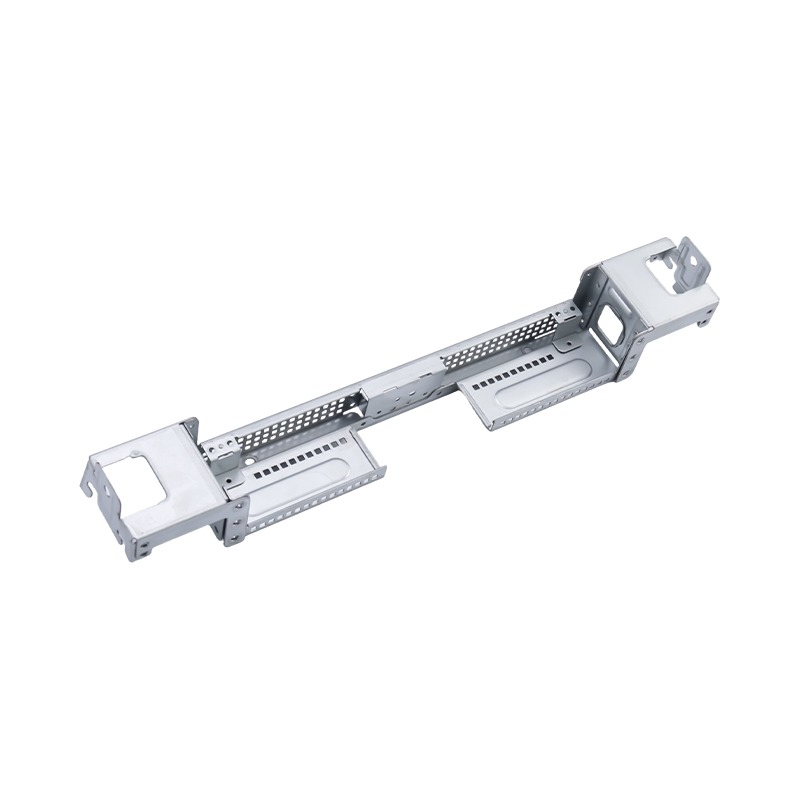
No hay dos diseños de paquetes de baterías que compartan una geometría de cubierta idéntica. Las plataformas de vehículos eléctricos difieren en el formato de las celdas (cilíndrico, prismático, tipo bolsa), disposición de los módulos, arquitectura de gestión térmica y posicionamiento del conector, y cada variación se propaga al diseño de la cubierta como una combinación diferente de características.
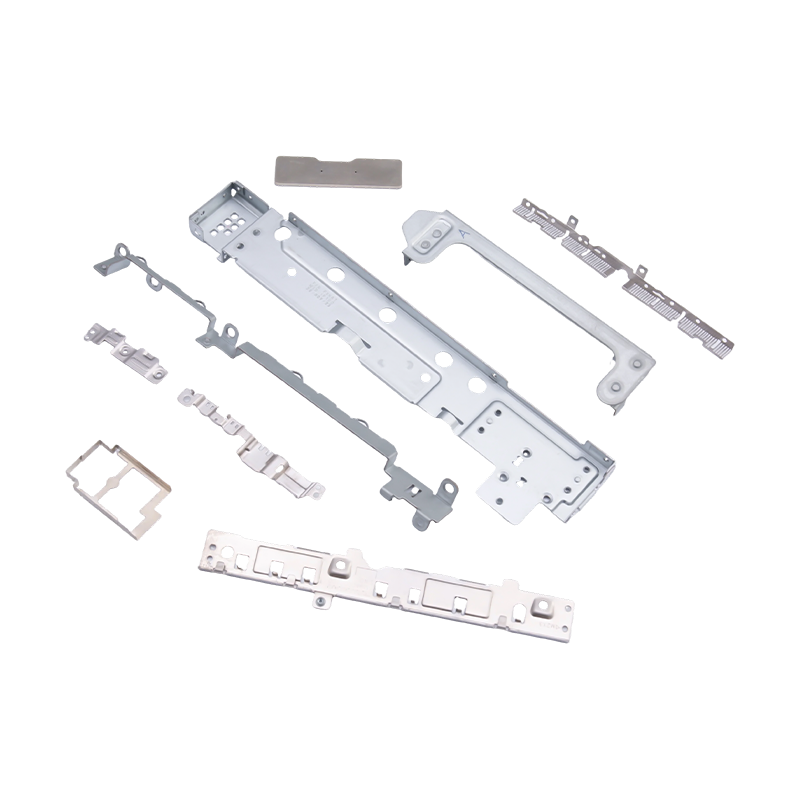
Los requisitos de personalización más comunes se dividen en cinco categorías. Jefes de montaje — almohadillas elevadas con orificios roscados o de paso: ubique la tapa en la carcasa de la batería y distribuya la carga de sujeción lejos de la interfaz de sellado. Ranuras de sellado debe coincidir en ancho, profundidad y radio con la especificación de la junta o junta tórica, con tolerancias lo suficientemente ajustadas para garantizar la relación de compresión especificada en todo el rango de producción. Recortes y agujeros perforados. para conectores, ventilaciones y sensores se deben colocar en relación con el perímetro de sellado con la misma precisión que las características de acoplamiento de la cubierta en la carcasa. Bridas y estructuras de flexión. agregue rigidez, cree funciones de ubicación de ensamblajes o forme puntos de unión para módulos adyacentes. Interfaces de refrigeración (los huecos o elementos pasantes que conectan la cubierta a un circuito de refrigeración líquida) requieren un control dimensional particularmente estrecho para garantizar una conexión sin fugas a los colectores de refrigeración.
Todas estas características se pueden lograr dentro del proceso de embutición profunda y estampado progresivo. El prerrequisito crítico es que las herramientas se diseñen desde el principio teniendo en cuenta las tolerancias de producción, no las dimensiones nominales, porque una característica que es geométricamente correcta en un modelo 3D pero trabajada según lo nominal sin margen de capacidad del proceso producirá rechazos en el momento en que las condiciones del proceso cambien.
Nuestro Capacidades de diseño de matrices de embutición profunda para vehículos automotrices y eléctricos. asegúrese de que cada característica personalizada esté diseñada para la estabilidad de la producción desde la primera prueba del troquel, reduciendo los ciclos de iteración entre la aprobación del prototipo y el lanzamiento de la producción en masa.
Capacidad de producción en masa y garantía de calidad
Los fabricantes de equipos originales de baterías y los proveedores de nivel 1 necesitan más que una pieza que pase una inspección de muestra. Necesitan una cadena de suministro capaz de entregar 500.000 a 10 millones o más de piezas por año con calidad constante, plazos de entrega predecibles y un sistema de gestión de calidad que genera los datos necesarios para respaldar las auditorías de los clientes y las presentaciones reglamentarias.
La certificación IATF 16949 es el estándar de calidad básico para las cadenas de suministro automotrices. Exige que el control estadístico de procesos, el análisis del sistema de medición y los procesos de aprobación de piezas de producción estén implementados y documentados, no solo en el lanzamiento del proveedor, sino continuamente durante toda la producción. Específicamente para el estampado de tapas de baterías, esto significa que las dimensiones críticas en las características de sellado, la planitud de las bridas y la posición de los orificios se miden en un plan de muestreo definido para cada lote de producción, con resultados con tendencias y revisados con respecto a los límites de control.
En volúmenes de producción superiores a unos pocos cientos de miles de piezas por año, la automatización del estampado se vuelve esencial para mantener la coherencia. La tecnología de servoprensa permite controlar la fuerza y la posición en cada etapa de la carrera, compensando la variación del espesor del material y el desgaste del troquel de una manera que las prensas mecánicas de velocidad fija no pueden. Nuestro equipo de automatización de estampado integra control de prensa, detección en el troquel e inspección de piezas para mantener la estabilidad dimensional en tiradas de producción largas sin aumentar la intervención del operador.
La certificación de materiales entrantes, los informes de inspección del primer artículo, los informes de medición dimensional y la verificación del acabado superficial se proporcionan como documentación estándar para cada orden de producción, brindando a los equipos de compras y calidad los registros de trazabilidad necesarios para respaldar sus propios compromisos con los clientes.
Calificación de un proveedor de estampado de tapas de baterías: qué verificar
El proceso de calificación de proveedores para piezas estampadas de tapas de baterías debe ir más allá de una revisión de muestra. Estas son las áreas que determinan si un proveedor puede mantener la calidad en volumen, no sólo producir muestras aceptables.
Programa de propiedad y mantenimiento de utillajes. Confirme quién es el propietario de las herramientas de producción y cuál es el intervalo de mantenimiento del troquel. Un proveedor que retrasa el mantenimiento para maximizar el tiempo de actividad de la prensa eventualmente producirá piezas fuera de tolerancia sin previo aviso.
Capacidad de medición de características de sellado. Solicite datos de calibre R&R sobre las medidas de planitud de la ranura de sellado y la brida. Un sistema de medición con más del 10% de variación con respecto a la banda de tolerancia no puede distinguir de manera confiable las piezas conformes de las no conformes.
Trazabilidad de materiales. El aluminio y el acero aptos para baterías deben tener trazabilidad hasta el certificado de fábrica. Para las cadenas de suministro certificadas por la IATF, esto es obligatorio; para aplicaciones no automotrices sigue siendo la única forma de verificar que el material cumpla con la aleación y el temple especificados.
Proceso de transición del prototipo a la producción. Un proveedor con un proceso APQP (Planificación avanzada de la calidad del producto) documentado identificará posibles fallas en el proceso antes de cortar las herramientas de producción, lo que reducirá el riesgo de un retraso en el lanzamiento causado por un problema de diseño para fabricación que era visible en el dibujo pero que nunca se agravó.
Para los OEM y fabricantes de baterías que evalúan socios de estampado, nuestro Servicios de calificación y desarrollo de estampado personalizado. están estructurados exactamente en torno a estos requisitos, desde la revisión inicial del DFM hasta el envío del PPAP y la producción en estado estable.
Publicación anterior
Acero aleado de alta dureza en matrices de estampado
Siguiente publicación
Piezas de estampado de metal para electrodomésticos: materiales, precisión y soluciones personalizadas
Nuestro Productos.





¡Comience su negocio con un fabricante OEM aquí mismo!
¡Proporcionar a los clientes globales soluciones completas llave en mano a través de innovación!
ENLACES RÁPIDOS
ACERCA DE NOSOTROS
INFORMACIÓN DE CONTACTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N.º 118, calle Yexin, Zona de Desarrollo Económico de Wujiang, Suzhou, China
N.º 118, calle Yexin, Zona de Desarrollo Económico de Wujiang, Suzhou, China
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. Todos los derechos reservados. Empresa de estampación de metal embutido profundo
