English
English Español
Español Deutsch
Deutsch
Molde Shuangqisi
Soluciones de estampado integrales desde el diseño de matrices hasta la producción automatizada.
VER MÁS

Un riguroso sistema de control de calidad y procedimientos de prueba precisos garantizan que los productos sean estables, confiables y cumplan consistentemente con altos estándares.

Al introducir máquinas EDM de alambre de precisión procedentes de Japón, la empresa puede lograr una precisión de procesamiento de 0,002 mm. Junto con técnicos de ensamblaje experimentados y una instalación y depuración adecuadas, la empresa puede cumplir con los requisitos técnicos de los productos de alta precisión de los clientes.
Las sólidas capacidades de investigación y diseño permiten soluciones personalizadas y una optimización continua del producto.

La empresa cuenta con múltiples equipos de mecanizado CNC, que pueden procesar moldes de diversas formas y también pueden personalizar componentes importantes de moldes complejos según las necesidades del cliente.
 Moldes de precisión
Moldes de precisión
 Piezas estampadas
Piezas estampadas
 Equipos de automatización
Equipos de automatización
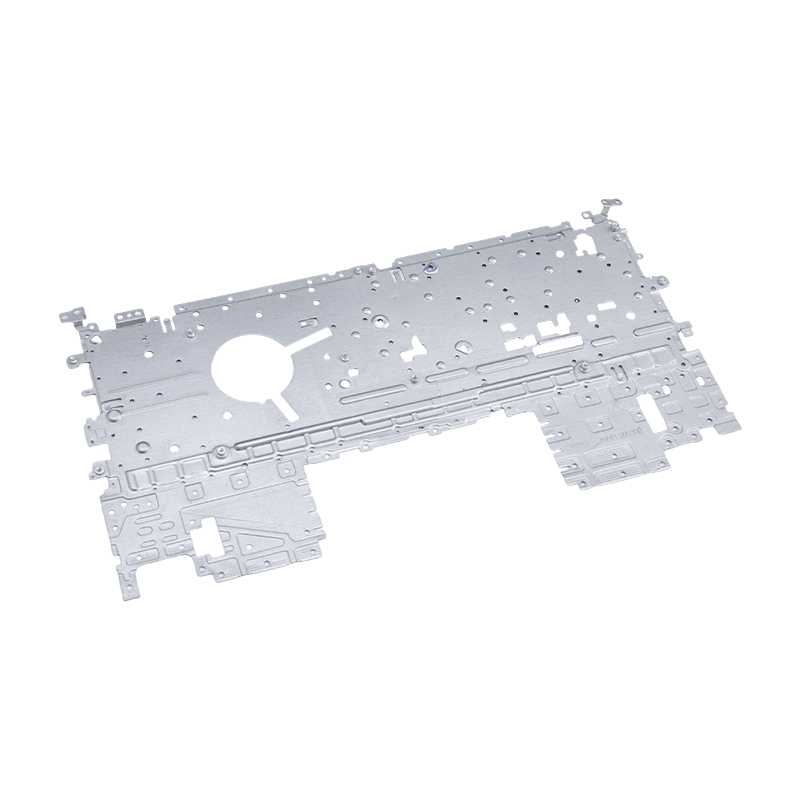
Nuestras piezas de estampado para computadoras portátiles son componentes fabricados con precisión y diseñados para chasis, soportes y conjuntos estructurales internos de computadoras portátiles. Fabricadas en acero laminado en frío de alta calidad, aleación de aluminio o aleación de magnesio, estas piezas se someten a procesos avanzados de estampado, desbarbado y tratamiento de superficies para garantizar dimensiones consistentes y bordes lisos.
Diseñadas para cumplir con estrictos estándares de la industria de computadoras portátiles, las piezas presentan una excelente rigidez y resistencia a la corrosión, lo que respalda eficazmente el funcionamiento estable de los componentes internos y al mismo tiempo reduce el peso total del dispositivo. Son compatibles con los principales modelos de portátiles, lo que permite una integración perfecta en las líneas de montaje.
Con posiciones de orificios precisas y estructuras de ajuste a presión, estas piezas de estampado mejoran la eficiencia del ensamblaje y reducen las cargas de trabajo de posprocesamiento. Proporcionamos especificaciones personalizables basadas en los dibujos de los clientes, lo que garantiza una alineación completa con diversos requisitos de diseño de computadoras portátiles. Confiables en calidad y rentables, nuestras piezas de estampado para computadoras portátiles son ideales para fabricantes de computadoras portátiles que buscan un suministro estable y componentes de alto rendimiento.
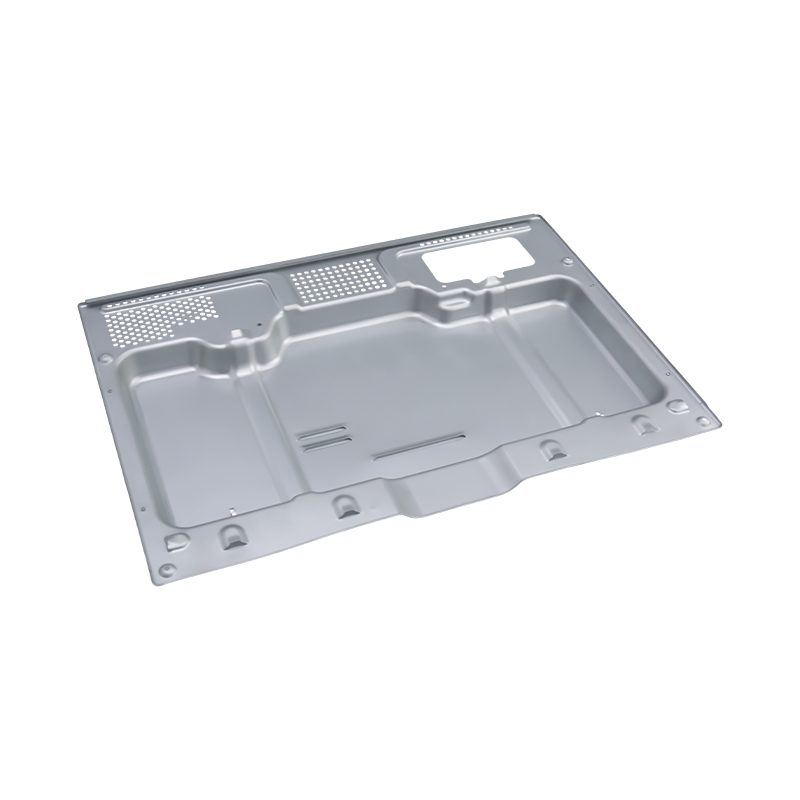
Nuestras piezas de estampado de hornos de alta gama son componentes fabricados con precisión y diseñados para hornos domésticos y comerciales de primera calidad. Fabricadas con acero y aleaciones de aluminio resistentes al calor de alta calidad, estas piezas se someten a rigurosos procesos de estampado en frío y en caliente para garantizar dimensiones consistentes y tolerancias estrictas, encajando perfectamente con carcasas de hornos, marcos de puertas, soportes de elementos calefactores y estructuras de soporte internas.
Diseñados para soportar entornos de horneado a alta temperatura a largo plazo sin deformación ni corrosión, mejoran la estabilidad estructural y la seguridad operativa del horno. Cada pieza está sujeta a un estricto tratamiento superficial —desbarbado, recubrimiento antioxidante y pulverización resistente al calor— para cumplir con los estándares de seguridad de calidad alimentaria.
Adecuadas para combinar a medida con varios modelos de hornos, estas piezas de estampado son fáciles de instalar y mantener, lo que reduce los costos de mantenimiento posventa para los fabricantes. Ofrecemos soluciones estandarizadas y personalizadas para satisfacer diversas necesidades de producción de hornos.
Este molde de remachado automático para base de máquina de computadora grande se integra perfectamente con un brazo robótico para realizar la alimentación automatizada de remaches y la transferencia de piezas de trabajo. El brazo robótico entrega remaches con precisión a las posiciones designadas del molde, eliminando errores de posicionamiento manual. Una vez que la máquina estampadora completa un remachado estable y uniforme, el brazo transfiere inmediatamente los componentes básicos procesados de la máquina a la siguiente estación de trabajo en la línea de producción.
Diseñado para grandes bases de máquinas de computadora, el molde presenta una estructura resistente que se adapta al tamaño de la pieza de trabajo y a los requisitos de tensión de remachado, lo que garantiza una calidad de conexión constante. Al reemplazar las operaciones manuales, el equipo reduce la intensidad de la mano de obra, reduce los defectos inducidos por el hombre y aumenta la eficiencia general de la producción. Es un dispositivo auxiliar fiable y práctico para empresas manufactureras que buscan optimizar sus procesos de montaje.
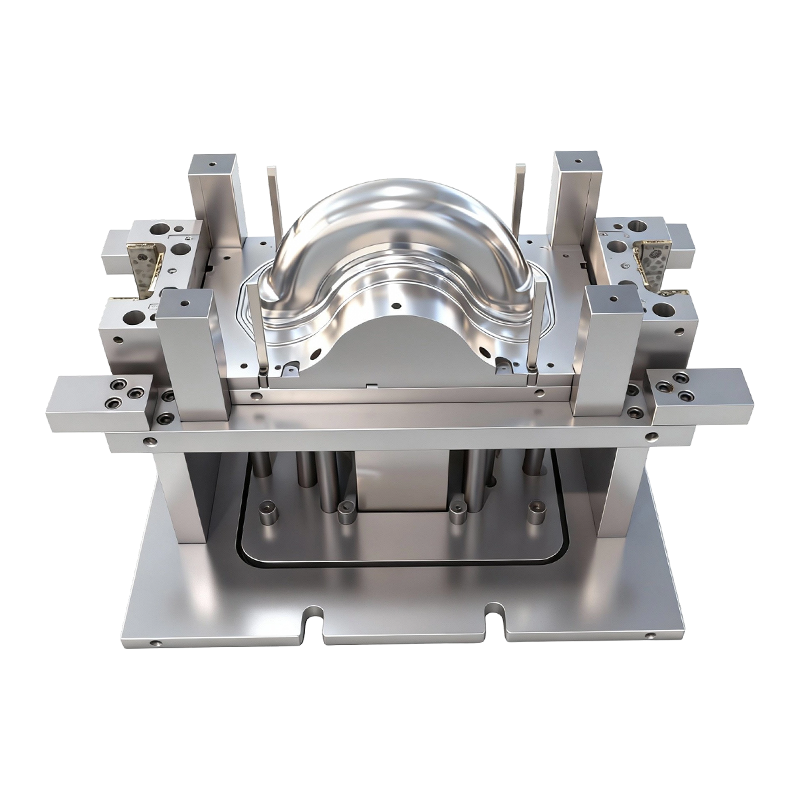
Este molde de embutición profunda para ruedas delanteras y traseras de vehículos eléctricos de dos ruedas es una herramienta especializada para fabricar ruedas delanteras y traseras metálicas de vehículos eléctricos de dos ruedas. Como uno de los fabricantes de moldes pioneros en reemplazar las ruedas de plástico tradicionales por ruedas de metal, nuestra empresa desarrolló este molde para abordar las limitaciones de las ruedas de plástico en cuanto a capacidad de carga y durabilidad.
El molde adopta una tecnología precisa de embutición profunda, lo que garantiza una forma y un tamaño consistentes de las piezas en bruto de las ruedas metálicas, lo que mejora eficazmente la estabilidad estructural y la vida útil de las ruedas de los vehículos eléctricos. Su diseño de cavidad razonable permite una formación suave del material y reduce los defectos de producción, lo que reduce los costos de posprocesamiento para los fabricantes.
Este molde, ampliamente adoptado actualmente por la industria, respalda la actualización de los componentes de las ruedas de los vehículos eléctricos, lo que ayuda a las empresas a mejorar la calidad del producto y la competitividad del mercado.
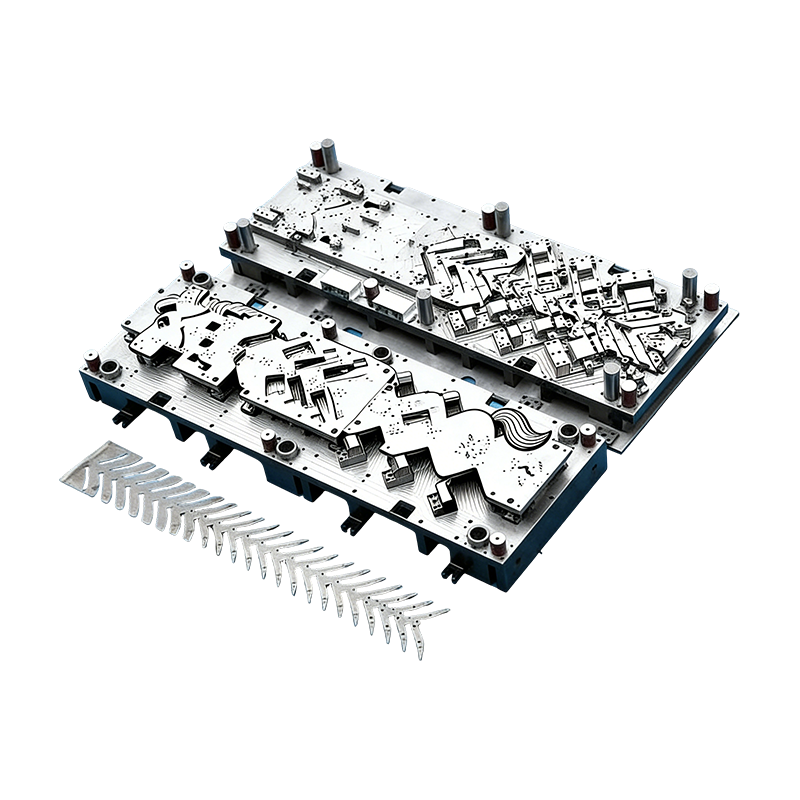
Este molde continuo para carcasas de motores de automóviles está diseñado específicamente para la producción precisa y de gran volumen de carcasas de motores de automóviles y piezas de automóviles de pequeño tamaño. Cuenta con un proceso de estampado y conformado optimizado e integrado que garantiza una fabricación rápida y consistente con un tiempo de inactividad mínimo.
Fabricado con componentes de acero aleado de alta dureza, el molde ofrece una excelente resistencia al desgaste, manteniendo la precisión dimensional incluso después de un funcionamiento continuo a largo plazo. Su diseño modular permite un fácil mantenimiento y una rápida sustitución de piezas dañadas, reduciendo las interrupciones de producción. Diseñado para cumplir con las estrictas tolerancias de las carcasas de los motores de los automóviles, garantiza un espesor de pared uniforme y superficies de ajuste precisas, lo que se adapta a los requisitos de ensamblaje de los sistemas de propulsión de los automóviles.
Ideal para escenarios de producción en masa, este molde equilibra la velocidad y la estabilidad, lo que ayuda a los fabricantes a optimizar la eficiencia de la producción y al mismo tiempo mantener estrictos estándares de calidad para los componentes automotrices.




Exhibición de moldes

Equipos automatizados





La mayoría de los proyectos de estampado de metal se clasifican en una de cinco categorías de troqueles: troqueles progresivos, troqueles de transferencia, troqueles compuestos, troqueles de estación única (simples) y troqueles de embutición profunda. La elección correcta depende de la complejidad de la pieza, el volumen de producción y cuántas operaciones de conformado necesita una pieza, no de qué tipo de troquel parece más avanzado. Comprender lo que los separa ayuda a los compradores a especificar correctamente un proyecto antes de cotizar, en lugar de descubrir una discrepancia después de que las herramientas ya están cortadas.
Un troquel progresivo pasa una tira de metal a través de una secuencia de estaciones dentro de un único juego de troqueles, y cada estación realiza una operación (perforar, doblar, formar o cortar) mientras la tira avanza automáticamente entre las estaciones. La pieza solo está completamente formada una vez que llega a la última estación, pero debido a que cada estación se activa en cada golpe de prensa, los tiempos de ciclo son cortos incluso para geometrías complejas.
Esta estructura se adapta a la producción de gran volumen de piezas pequeñas y medianas, como conectores, soportes y componentes electrónicos de precisión, donde la precisión dimensional constante a lo largo de millones de ciclos importa más que el costo de las herramientas. La desventaja es un mayor tiempo de diseño y construcción, ya que el diseño de la tira y la secuenciación de las estaciones deben diseñarse antes de cortar la primera muestra.
Los troqueles de transferencia también realizan múltiples operaciones en secuencia, pero en lugar de una tira continua, los espacios en blanco individuales se mueven físicamente (generalmente mediante un sistema de transferencia mecánico o robótico) de una estación a otra. Esta separación de la tira permite que las matrices de transferencia manejen piezas más grandes, más pesadas o más tridimensionales que las que puede soportar una tira de matriz progresiva, como componentes estructurales o carcasas de automóviles.
Debido a que el manejo de materiales está desacoplado del propio troquel, los troqueles de transferencia ofrecen más flexibilidad para la geometría de la pieza, pero el mecanismo de transferencia agregado aumenta tanto la inversión en herramientas como el tiempo del ciclo en comparación con un troquel progresivo que ejecuta el mismo número de estaciones.
Los troqueles compuestos realizan dos o más operaciones (más comúnmente perforación y corte) en un solo golpe de prensa en una estación, produciendo una pieza plana terminada en un solo golpe. Las matrices de estación única (simples) realizan solo una operación por carrera, como una sola pasada de corte o doblado, y generalmente requieren que la pieza se reposicione manual o mecánicamente para la siguiente operación.
Ambas son opciones de menor costo y más rápidas de construir que tienen sentido para la creación de prototipos, tiradas de volumen bajo a medio o geometrías de piezas simples donde la inversión en herramientas de una matriz progresiva o de transferencia no está justificada por el tamaño del pedido.
Los troqueles de embutición profunda forman láminas de metal planas en geometrías tridimensionales huecas, en forma de copa o complejas tirando del material a través de una cavidad del troquel con un punzón, en lugar de cortarlo o doblarlo. Este proceso es fundamental para producir componentes redondos o contorneados, como carcasas de motores, carcasas de baterías y piezas relacionadas con ruedas comunes en Matrices de embutición profunda para vehículos automotrices y eléctricos , donde el espesor constante de la pared y la retención de la forma bajo carga son fundamentales.
La embutición profunda es técnicamente exigente: el flujo de material, la fuerza del portapiezas y la lubricación deben ajustarse juntos para evitar desgarros, arrugas o adelgazamiento excesivo, razón por la cual la experiencia en el diseño de troqueles con el metal específico (acero, aleación de aluminio o material recubierto) es tan importante como el tonelaje de prensa disponible.

Las aplicaciones de estampado electrónico añaden un conjunto diferente de limitaciones además de los tipos de matrices anteriores: las piezas suelen ser más delgadas, más pequeñas y se producen en volúmenes muy altos, con tolerancias medidas en micras en lugar de milímetros. Los terminales, clavijas de conector, latas de blindaje y microsoportes generalmente funcionan con troqueles progresivos construidos con espacios libres más estrechos entre las estaciones y una geometría de punzón más fina para evitar la formación de rebabas en elementos delicados.
porque troqueles de estampado electrónico a menudo se alimentan directamente a líneas de ensamblaje automatizadas, la repetibilidad dimensional desde la primera parte hasta la millonésima importa tanto como la calidad inicial de la muestra: una matriz que se sale lentamente de la tolerancia durante una serie de producción crea fallas de ensamblaje posteriores cuyo seguimiento hasta su origen es costoso.

| Tipo de matriz | Mejor para | Volumen típico |
|---|---|---|
| Troquel progresivo | Piezas pequeñas a medianas, conformado en varios pasos | Alto volumen |
| Troquel de transferencia | Piezas más grandes o con forma 3D | Volumen medio a alto |
| Troquel compuesto/de estación única | Piezas planas simples, creación de prototipos. | Volumen bajo a medio |
| Troquel de embutición profunda | Piezas 3D huecas o contorneadas | Volumen medio a alto |
En la práctica, la mayoría de los programas de producción terminan combinando tipos de matrices a lo largo del ciclo de vida de una pieza: una matriz compuesta para las primeras muestras, seguida de una matriz progresiva o de transferencia una vez que los volúmenes justifican la inversión. Obtener esta secuenciación desde el principio, con un fabricante con experiencia en toda la gama de troqueles de estampación , evita pagar dos veces por herramientas que deben rediseñarse a medida que el proyecto pasa del prototipo a la producción en masa.
Componentes metálicos de precisión. son los héroes anónimos de los electrodomésticos modernos, ya que brindan la integridad estructural y la confiabilidad funcional necesarias para los dispositivos que funcionan a diario durante más de una década. Estas piezas no son meros accesorios; son soluciones de ingeniería que garantizan que los motores permanezcan fijos, los cuerpos permanezcan soportados y las conexiones eléctricas permanezcan seguras bajo diferentes tensiones térmicas y mecánicas.
En el contexto de refrigeradores, lavadoras y acondicionadores de aire, la diferencia entre una pieza estándar y una diseñada con precisión a menudo determina la vida útil del producto. A deviation of even 0,1 mm de precisión dimensional puede provocar ineficiencias en el ensamblaje, aumento de los niveles de ruido o fallas prematuras de las piezas móviles. Por lo tanto, el proceso de fabricación prioriza por encima de todo estrictos controles de tolerancia y consistencia del material.

La elección del material es el primer paso crítico en el diseño de componentes metálicos de precisión. Cada material ofrece distintas ventajas en cuanto a costo, peso, resistencia a la corrosión y solidez. Los tres materiales más comunes utilizados en el estampado de electrodomésticos son el acero inoxidable, la chapa galvanizada y la aleación de aluminio.
Se prefiere el acero inoxidable para componentes expuestos a la humedad o agentes de limpieza fuertes, como soportes interiores en lavadoras o molduras exteriores en electrodomésticos de cocina. Su inherente resistencia a la oxidación asegura que las cualidades estéticas y estructurales permanezcan intactas en el tiempo. Grades like Acero inoxidable 304 y 430. se utilizan comúnmente debido a su equilibrio entre conformabilidad y resistencia a la corrosión.
Para estructuras internas como chasis y soportes de motor, la lámina galvanizada proporciona una solución económica. El recubrimiento de zinc actúa como una capa de sacrificio, protegiendo el acero subyacente de la oxidación. Este material se usa ampliamente en carcasas de aires acondicionados y respaldos de refrigeradores, donde el contacto directo con el consumidor es mínimo pero la durabilidad a largo plazo es esencial.
Las aleaciones de aluminio se eligen cuando la reducción de peso es una prioridad sin comprometer la resistencia. Ofrecen una excelente conductividad térmica, lo que los hace ideales para disipadores de calor en hornos microondas y componentes informáticos de alto rendimiento dentro de electrodomésticos inteligentes. Además, el aluminio es naturalmente resistente a la corrosión y altamente reciclable.
| Materiales | Key Advantage | Aplicación común | Nivel de costo |
|---|---|---|---|
| Acero inoxidable | Alta resistencia a la corrosión | Tambores De Lavadora, Adornos De Cocina | High |
| Galvanized Sheet | Durabilidad rentable | Chasis de aire acondicionado, respaldos de refrigerador | Low-Medium |
| Aleación de aluminio | Ligereza y conductividad térmica | Disipadores De Calor, Interiores De Microondas | Medium-High |
La fabricación de componentes metálicos de precisión depende en gran medida de técnicas avanzadas de estampado. El estampado es un proceso de conformado en frío que utiliza troqueles y prensas para cortar, doblar y presionar láminas de metal en las formas deseadas. La precisión de este proceso es lo que permite la producción en gran volumen de piezas consistentes.
La etapa inicial consiste en cortar la lámina de metal en espacios en blanco específicos. El corte por láser de alta precisión o el estampado progresivo garantizan que cada pieza en bruto tenga las dimensiones exactas. Este paso es crucial porque cualquier error aquí se propaga a través de las etapas posteriores de doblado y conformado. Las tolerancias normalmente se mantienen dentro de ±0,05 mm. for critical features.
Una vez cortados, los espacios en blanco se doblan para crear estructuras tridimensionales como soportes y chasis. Las plegadoras de control numérico por computadora (CNC) se utilizan para lograr ángulos y radios de curvatura precisos. El efecto de recuperación elástica del metal se calcula y compensa cuidadosamente en el diseño del troquel para garantizar que la pieza final cumpla con la geometría requerida.
Para componentes que requieren curvas complejas o cavidades profundas, como ciertos elementos de carcasa, se emplean procesos de embutición profunda. Esta técnica estira el metal para darle forma sin adelgazarlo excesivamente, manteniendo la integridad estructural. La lubricación y la presión controlada son vitales para evitar desgarros o arrugas durante esta fase.
Producir componentes metálicos de precisión es sólo la mitad de la batalla; garantizar que cumplan con rigurosos estándares de calidad es igualmente importante. Se espera que los electrodomésticos duren entre 10 y 15 años, por lo que cada componente debe resistir el uso continuo, la vibración y los cambios ambientales.
Los componentes metálicos de precisión son omnipresentes en los hogares modernos. Sus aplicaciones varían según los requisitos funcionales específicos de cada tipo de electrodoméstico.
En los refrigeradores, los sellos de precisión se utilizan para bisagras de puertas, soportes de estantes y marcos internos. Estas piezas deben resistir la condensación y mantener la rigidez estructural para soportar cargas pesadas de alimentos. El acero inoxidable se utiliza a menudo para componentes interiores visibles tanto por razones higiénicas como estéticas.
Las lavadoras someten los componentes a vibraciones constantes y exposición al agua. Los soportes de montaje del motor, los soportes del tambor y las carcasas exteriores están fabricados con metales de alta resistencia y resistentes a la corrosión. Diseños amortiguadores de vibraciones. están integrados en el proceso de estampado para reducir el ruido durante los ciclos de centrifugado.
Los acondicionadores de aire dependen de piezas metálicas de precisión para las aletas del intercambiador de calor, las aspas del ventilador y las carcasas estructurales. Las aleaciones de aluminio predominan aquí debido a sus propiedades térmicas. La precisión del espaciado de las aletas afecta directamente la eficiencia de la transferencia de calor, lo que hace que el estampado de precisión sea fundamental para el rendimiento energético.
Los hornos microondas requieren componentes que puedan soportar altas temperaturas y campos electromagnéticos. Los revestimientos de cavidades, pestillos de puertas y cubiertas de guías de ondas se fabrican con aceros inoxidables especializados o metales revestidos. La precisión garantiza un sellado adecuado para evitar fugas de radiación y mantener la eficiencia de cocción.
El diseño y fabricación de componentes metálicos de precisión son fundamentales para el éxito de los electrodomésticos. Al seleccionar materiales apropiados como acero inoxidable, láminas galvanizadas o aleaciones de aluminio, y emplear rigurosos procesos de estampado, los fabricantes pueden producir piezas que ofrezcan Alta precisión dimensional, rendimiento estable y bajos costos de producción. .
Estos componentes influyen directamente en la eficiencia del ensamblaje, la durabilidad del producto y la satisfacción del usuario. A medida que los electrodomésticos se vuelven más complejos y energéticamente eficientes, la demanda de piezas metálicas cada vez más precisas seguirá creciendo. Dar prioridad al control de calidad y al diseño innovador en los procesos de estampado garantiza que los electrodomésticos sigan siendo compañeros confiables en la vida diaria en los años venideros.
En el panorama en rápida evolución de la fabricación moderna, particularmente dentro del sector automotriz, la precisión y la eficiencia no son sólo objetivos sino necesidades absolutas. La producción de componentes metálicos complejos requiere soluciones de herramientas sofisticadas que puedan manejar grandes volúmenes manteniendo tolerancias estrictas. En el corazón de esta capacidad industrial se encuentran Moldes progresivos , un tipo de troquel de estampado que realiza múltiples operaciones en un solo golpe de prensa. A medida que crece la demanda de vehículos de nueva energía (NEV), servoaccionamientos y compresores avanzados, el papel de los fabricantes de moldes especializados se vuelve cada vez más crítico. Suzhou Shuangqisi Mould Equipment Co., Ltd. está a la vanguardia de esta industria, aprovechando tecnología avanzada y experiencia calificada para ofrecer soluciones personalizadas que satisfagan las rigurosas demandas de los clientes globales.

El estampado progresivo es un método en el que una tira de metal se alimenta a través de una serie de estaciones dentro de un solo troquel. Cada estación realiza una operación específica, como punzonar, doblar o acuñar, hasta completar la pieza final. Este enfoque ofrece ventajas significativas sobre el estampado tradicional de una sola etapa, incluidas velocidades de producción más altas, reducción del desperdicio de material y mayor consistencia. Para los fabricantes de automóviles, donde se necesitan millones de piezas idénticas, la eficiencia de Moldes progresivos se traduce directamente en ahorros de costos y un tiempo de comercialización más rápido.
La complejidad de las piezas automotrices modernas, especialmente las utilizadas en vehículos eléctricos y electrónica de precisión, exige un nivel de precisión que sólo los troqueles progresivos de alta calidad pueden proporcionar. Estos moldes deben diseñarse para manipular diversos materiales, desde acero de alta resistencia hasta aleaciones de aluminio, sin comprometer la estabilidad dimensional. La capacidad de integrar múltiples pasos de conformado en un proceso continuo minimiza los errores de manipulación y garantiza que cada componente cumpla con las especificaciones exactas requeridas para las líneas de ensamblaje. Esta ventaja tecnológica es la razón por la que empresas líderes como Anter Group, Ousheng Electric, Dongbei Group y Huichuan Technology confían en proveedores especializados para sus necesidades críticas de hardware.
Creando alto rendimiento Moldes progresivos requiere algo más que experiencia en diseño; exige una infraestructura sólida de máquinas herramienta de precisión avanzadas. Suzhou Shuangqisi Mould Equipment Co., Ltd. ha invertido mucho en equipos de última generación para garantizar que cada troquel cumpla con los estándares de calidad internacionales. Las instalaciones de la empresa están equipadas con máquinas cortadoras de alambre importadas, que son esenciales para crear contornos complejos y tolerancias estrictas en los componentes del troquel. Estas máquinas permiten el mecanizado preciso de formas complejas que a menudo se encuentran en carcasas de servoaccionamiento y válvulas de compresores.
Además del corte de alambre, la empresa utiliza centros de mecanizado CNC y más de 10 rectificadoras de distintos tamaños. Estas herramientas son cruciales para lograr acabados superficiales suaves y geometrías exactas necesarias para las operaciones de estampado de alta velocidad. La presencia de 25 punzonadoras, que van desde 80T hasta 400T, permite a la empresa probar y validar moldes en condiciones reales antes de la entrega. Esta configuración integral garantiza que cada molde no solo esté diseñado correctamente sino que también demuestre su rendimiento confiable en entornos de producción en masa. La integración de diseño, fabricación y servicio bajo un mismo techo permite un control de calidad más estricto y tiempos de respuesta más rápidos a los comentarios de los clientes.
La industria del automóvil está experimentando una importante transformación con el auge de los vehículos de nuevas energías. Este cambio ha introducido nuevos desafíos en la fabricación de componentes, que requieren materiales más ligeros y geometrías más complejas. Suzhou Shuangqisi Mould Equipment Co., Ltd. se ha adaptado a estos cambios especializándose en Moldes progresivos para piezas de automóviles que se adaptan a plataformas de vehículos tanto tradicionales como eléctricos. Su experiencia en el suministro de moldes para servoaccionamientos y compresores destaca su capacidad para manejar componentes electrónicos y mecánicos de alta precisión.
Los servoaccionamientos, que son fundamentales para controlar los movimientos del motor en vehículos eléctricos y la automatización industrial, requieren componentes de carcasa con una precisión dimensional excepcional. Cualquier desviación puede provocar problemas de rendimiento o fallos. De manera similar, las piezas de los compresores deben soportar altas presiones y temperaturas, lo que requiere moldes que puedan producir componentes duraderos y a prueba de fugas. Al centrarse en estas áreas de nicho, la empresa ha desarrollado una profunda experiencia en el comportamiento de los materiales y técnicas de conformado, lo que les permite ofrecer información valiosa durante la fase de diseño. Este enfoque colaborativo ayuda a los clientes a optimizar sus diseños para su capacidad de fabricación, reducir costos y mejorar la confiabilidad del producto.
| Área de aplicación | Requisitos de componentes clave | Beneficio de solución de molde |
| Vehículos de nueva energía | Estructuras ligeras y de alta resistencia. | Formación de precisión de aleaciones complejas. |
| Servoaccionamientos | Alta precisión dimensional, tolerancias estrictas | Estampación progresiva de microprecisión |
| Compresores | Durabilidad, resistencia a la presión. | Diseño de troquel robusto para una producción de gran volumen |
La tecnología por sí sola no es suficiente para garantizar el éxito en la fabricación de moldes. El elemento humano desempeña un papel crucial a la hora de traducir las capacidades técnicas en soluciones prácticas. Suzhou Shuangqisi Mould Equipment Co., Ltd. cuenta con un equipo de 60 personas técnicas, incluidos operadores experimentados y personal de depuración experimentado. Estos profesionales aportan años de experiencia práctica a cada proyecto, asegurando que los problemas potenciales se identifiquen y resuelvan temprano en el proceso de desarrollo. Su experiencia en depuración es particularmente valiosa, ya que permite ajustar el rendimiento del molde para lograr tiempos de ciclo y calidad de piezas óptimos.
El compromiso de la empresa con el desarrollo continuo y la formación de los empleados garantiza que su equipo se mantenga actualizado con las últimas tendencias y tecnologías de la industria. Esta cultura de excelencia les permite satisfacer las diversas necesidades de los clientes, desde pedidos personalizados de lotes pequeños hasta series de producción a gran escala. Al ofrecer precios competitivos sin comprometer la calidad, brindan una propuesta de valor convincente para las empresas que buscan mejorar la eficiencia de su cadena de suministro. La combinación de maquinaria avanzada, mano de obra calificada y un enfoque centrado en el cliente los convierte en un socio confiable para las empresas que buscan confiabilidad. Moldes progresivos para piezas de automóviles y otras aplicaciones de alta precisión.
En conclusión, la fabricación de Moldes progresivos Es una disciplina compleja que requiere una sinergia de tecnología avanzada, experiencia calificada y conocimiento estratégico. Suzhou Shuangqisi Mould Equipment Co., Ltd. ejemplifica esta sinergia a través de sus capacidades integrales en diseño, fabricación y servicio. A medida que la industria automotriz continúa evolucionando hacia la electrificación y la automatización, la demanda de moldes de alta calidad y diseñados con precisión no hará más que aumentar. Al elegir un socio con experiencia comprobada en el servicio a clientes importantes como Anter Group y Huichuan Technology, los fabricantes pueden asegurarse de estar bien equipados para afrontar los desafíos del mercado del mañana. El enfoque en la calidad, la eficiencia y la innovación sigue siendo la piedra angular de su éxito, brindando beneficios tangibles a clientes de todo el mundo.
En el exigente campo del estampado de metales de precisión, la longevidad y precisión de un troquel progresivo están determinadas fundamentalmente por el material base utilizado en su construcción. El acero aleado de alta dureza se ha convertido en el estándar de la industria para la fabricación de componentes de estampado críticos, particularmente cuando se producen piezas automotrices de gran volumen, conectores electrónicos y piezas estructurales complejas. A diferencia de los aceros para herramientas convencionales, esta categoría de material avanzado está diseñada para resistir tensiones mecánicas extremas, impactos repetitivos y desgaste abrasivo severo. Para los fabricantes que utilizan procesos de estampado continuo, seleccionar la aleación de acero de alta dureza adecuada no es simplemente una elección de material; es una decisión estratégica que influye directamente en la eficiencia de la producción, la calidad de las piezas y los costos generales de las herramientas. Este artículo explora los aspectos prácticos, las consideraciones de mecanizado y los beneficios operativos de utilizar estos aceros avanzados en la fabricación de matrices progresivas.
La característica definitoria de acero de aleación de alta dureza es su capacidad para lograr y mantener una dureza Rockwell que normalmente excede los 58 HRC después del tratamiento térmico, sin volverse excesivamente quebradizo. Este rendimiento excepcional se logra mediante la adición precisa de elementos de aleación específicos. El cromo se agrega principalmente para mejorar la templabilidad y la resistencia al desgaste, mientras que el molibdeno y el vanadio refinan la estructura del grano, evitando la propagación de grietas bajo cargas pesadas. El tungsteno y el cobalto a menudo se incluyen en los aceros para herramientas de trabajo en frío para mejorar la dureza al rojo y mantener el filo de los bordes a temperaturas elevadas generadas durante el estampado a alta velocidad.
Un error común en el ámbito de las herramientas es que una mayor dureza siempre equivale a un mejor rendimiento. En realidad, una dureza extrema sin la tenacidad adecuada provoca astillas o grietas catastróficas en las puntas de los punzones durante operaciones de alto tonelaje. La metalurgia moderna ha resuelto este problema empleando técnicas avanzadas de pulvimetalurgia. Estos procesos crean una distribución altamente uniforme de carburos dentro de la matriz de acero, lo que permite que el material posea una superficie dura y resistente al desgaste mientras conserva un núcleo más resistente que absorbe los impactos. Este equilibrio microestructural es lo que hace que el acero aleado de alta dureza sea indispensable para matrices progresivas complejas de múltiples etapas donde se requieren precisión y durabilidad.
Las propiedades únicas de estos aceros los hacen adecuados para aplicaciones específicas y de alta demanda dentro de la industria del estampado. Al diseñar troqueles progresivos para carcasas de motores de automóviles o carcasas de baterías de vehículos eléctricos, el material que se estampa suele incluir aceros de alta resistencia o aleaciones de aluminio de baja aleación. Estos materiales ejercen tremendas fuerzas de fricción sobre los componentes del troquel, lo que requiere un material de herramienta que pueda resistir el desgaste abrasivo y por excoriación durante millones de ciclos.
En un troquel progresivo típico, el acero de aleación de alta dureza se reserva específicamente para las piezas de trabajo más vulnerables y críticas. Estos incluyen punzones de corte, pasadores perforadores, matrices de formación y estaciones de acuñación. Al utilizar este material para los componentes de trabajo y acero para herramientas estándar para las placas estructurales, los fabricantes pueden optimizar la relación costo-rendimiento del molde. Las piezas de trabajo mantienen sus estrechas tolerancias durante millones de ciclos, lo que garantiza que las carcasas del motor estampadas tengan un espesor de pared uniforme y superficies de ajuste precisas, que son fundamentales para el ensamblaje del tren motriz de automóviles.
Trabajar con acero aleado de alta dureza requiere protocolos de fabricación especializados. Debido a que el material es excepcionalmente difícil de mecanizar en su estado completamente endurecido, la secuencia de fabricación debe planificarse meticulosamente. La regla general es realizar la mayor parte de la eliminación de material, como el fresado CNC y el torneado en desbaste, mientras el acero está en su estado recocido o blando. Esto reduce el desgaste de la herramienta y permite velocidades de eliminación de material más rápidas durante las fases iniciales de conformación.
Después de los procesos iniciales de mecanizado en desbaste y alivio de tensiones, el acero se somete a un tratamiento térmico preciso, que generalmente implica enfriamiento al vacío para evitar la decarburación de la superficie y minimizar la distorsión dimensional. Tras el tratamiento térmico, el acero alcanza la dureza deseada. En esta etapa, no se pueden utilizar herramientas de corte tradicionales. El acabado hasta las tolerancias finales a nivel de micras se logra mediante rectificado en plantilla, rectificado coordinado y mecanizado por descarga eléctrica con alambre de baja velocidad. La electroerosión por hilo es particularmente crucial para crear geometrías internas complejas y esquinas afiladas en insertos de matrices progresivas sin inducir tensión mecánica.
| Etapa de fabricación | Objetivo principal | Equipo común utilizado |
| Mecanizado en desbaste | Retire el material a granel en estado blando. | Centros de fresado CNC, Tornos |
| Tratamiento térmico | Lograr la dureza y la microestructura objetivo. | Hornos de vacío, tanques criogénicos |
| Acabado de precisión | Logre tolerancias finales a nivel de micras | Electroerosión por hilo, amoladoras de plantilla |
La integración de acero aleado de alta dureza en matrices progresivas produce mejoras mensurables en la eficiencia general de la producción. El beneficio más inmediato es la espectacular ampliación de los intervalos de mantenimiento. En entornos de estampado de gran volumen, los aceros estándar pueden requerir pulido o reemplazo cada pocos cientos de miles de golpes. Por el contrario, los componentes fabricados con acero aleado de alta dureza pueden soportar millones de ciclos antes de mostrar signos de desgaste significativo, lo que afecta directamente el resultado final.
Seleccionar el grado exacto de acero aleado de alta dureza requiere un análisis exhaustivo de la operación de estampado. Los ingenieros deben evaluar el tipo de material que se estampa, el grosor de la tira, la complejidad de la geometría de la pieza y el volumen de producción esperado. Por ejemplo, al cortar acero inoxidable grueso y abrasivo, se prefiere un acero para herramientas con alto contenido de carbono y cromo y un alto contenido de vanadio por su extrema resistencia al desgaste. Por el contrario, al formar características intrincadas y frágiles en conectores electrónicos delgados, se selecciona un material con una dureza ligeramente menor pero mayor resistencia al impacto para evitar que las delicadas puntas de los punzones se rompan bajo tensiones laterales.
Para ampliar aún más los límites del rendimiento, los componentes de acero aleado de alta dureza a menudo se someten a tratamientos superficiales avanzados. Se pueden aplicar recubrimientos de deposición física de vapor, como nitruro de titanio o nitruro de cromo, al acero acabado. Estos recubrimientos reducen el coeficiente de fricción, evitan la irritación al estampar aluminio y agregan una capa adicional de dureza superficial, multiplicando efectivamente la vida útil de los componentes del troquel en los entornos de estampado más agresivos.
En conclusión, la aplicación de aceros aleados de alta dureza en la fabricación de matrices progresivas es un factor crítico para lograr una producción precisa y de gran volumen. Al comprender las propiedades del material, cumplir estrictos protocolos de mecanizado y seleccionar los grados apropiados para aplicaciones específicas, los fabricantes pueden producir moldes que ofrecen una longevidad y consistencia de piezas excepcionales. A medida que las industrias continúen exigiendo tolerancias más estrictas y velocidades de producción más altas, la dependencia de estos aceros de aleación avanzados solo se profundizará, solidificando su papel como base del estampado de precisión moderno.
Un paquete de baterías que falla en el campo rara vez falla debido a las celdas. Más a menudo, la causa principal es una cubierta que no selló, una brida que no se alineó o una protuberancia de montaje que se agrietó debido a la vibración. Las piezas estampadas de cubiertas de baterías son la primera línea de defensa estructural y ambiental para todos los sistemas de baterías de almacenamiento de energía, industriales y de vehículos eléctricos, y los estándares de tolerancia que deben cumplir se han endurecido significativamente a medida que han aumentado los voltajes de los paquetes y las densidades de energía.
Este artículo cubre los materiales, procesos, requisitos dimensionales y opciones de personalización que definen una pieza de estampado de tapa de batería lista para producción, y qué verificar al calificar a un proveedor.

La tapa de una caja de baterías tiene tres funciones simultáneas. Estructuralmente, debe mantener su geometría bajo las cargas mecánicas del ensamblaje del vehículo, la vibración de la carretera y los ciclos térmicos sin deformarse ni transmitir tensión a las células debajo de él. Desde el punto de vista medioambiental, debe alcanzar y mantener la integridad del sellado IP67 o IP68, lo que significa que no debe entrar polvo ni penetrar agua en caso de inmersión sostenida. Funcionalmente, debe interactuar de manera precisa con la carcasa de la batería, el conector de alto voltaje y cualquier canal de enfriamiento integrado en el diseño del paquete.
Cumplir los tres requisitos en un único componente estampado, en lugar de una alternativa mecanizada o fundida, es lo que hace que el estampado por embutición profunda sea el proceso preferido para la producción de baterías de gran volumen. El estampado ofrece dimensiones consistentes y tolerancias estrictas (±0,01 mm – ±0,05 mm) a tasas de producción que la fundición y el mecanizado no pueden igualar, manteniendo al mismo tiempo el costo por pieza lo suficientemente bajo para las cadenas de suministro OEM que operan a escala.
La elección del material del sustrato establece el límite en cada métrica de rendimiento que la cubierta puede alcanzar: resistencia a la corrosión, peso, conformabilidad, soldabilidad y costo. Tres familias de materiales dominan las aplicaciones de tapas de baterías.
Acero laminado en frío Ofrece alta resistencia a la tracción y excelente formabilidad con un bajo costo de materia prima. Es la opción estándar para gabinetes de baterías industriales y sistemas de almacenamiento de energía donde el peso es una preocupación secundaria y la rigidez estructural es el requisito principal. Los tratamientos superficiales posteriores al estampado (galvanizado, recubrimiento electrónico o recubrimiento en polvo) generalmente se aplican para cumplir con los objetivos de resistencia a la corrosión.
Aleaciones de aluminio, particularmente grados 3003 y 5052, son el material dominante en las cubiertas de las baterías de los vehículos eléctricos, donde el peso del paquete afecta directamente la autonomía del vehículo. La aleación 3003 ofrece buena conformabilidad y resistencia moderada, lo que la hace muy adecuada para geometrías de cobertura de embutición superficial. La aleación 5052 proporciona mayor resistencia y resistencia a la corrosión, lo que se prefiere para cubiertas expuestas a condensación, refrigerante o salpicaduras de la carretera. Ambos grados tienen una embutición profunda limpia y aceptan anodizado o revestimiento de conversión para protección adicional.
Acero inoxidable está especificado para aplicaciones que requieren resistencia inherente a la corrosión sin tratamiento superficial adicional: sistemas estacionarios de almacenamiento de energía en ambientes húmedos, paquetes de baterías marinas o cualquier aplicación donde no se pueda garantizar la adhesión del recubrimiento durante la vida útil del producto. Su mayor tasa de endurecimiento por trabajo requiere herramientas cuidadosamente diseñadas para evitar el retroceso elástico y mantener la estabilidad dimensional después del conformado.
La mayoría de las cubiertas de baterías no son simples piezas planas. Incorporan canales de sellado empotrados, bridas elevadas, resaltes integrados y contornos complejos que requieren secuencias de estampado de transferencia o progresivas de múltiples etapas. La embutición profunda (estirar una hoja plana de metal hasta darle una forma tridimensional usando un punzón y una matriz) es la operación principal, pero el componente terminado generalmente pasa por estaciones adicionales para recortar, perforar, acuñar y rebordear antes de salir de la prensa.
El control del proceso en cada estación determina si la pieza terminada cumple con la tolerancia. La presión del soporte en bruto controla el flujo del material y evita las arrugas; Una presión insuficiente permite que la brida se doble, mientras que el exceso de presión provoca un desgarro en el radio de estiramiento. La gestión de la lubricación afecta la condición de la superficie. un acabado superficial liso de Ra ≤ 0,8μm Esto se puede lograr en sustratos de aluminio y acero cuando la geometría de las herramientas y el espesor de la película lubricante coinciden correctamente.
La tolerancia cero a las rebabas es un requisito no negociable para las cubiertas de baterías. Una rebaba en una ranura de sellado interrumpe la superficie de contacto de la junta y crea una vía de fuga; una rebaba en un borde interno puede migrar a la pila de celdas. Lograr bordes sin rebabas de manera consistente en la producción en masa requiere que las herramientas se mantengan con espacios libres estrechos (generalmente entre el 5% y el 8% del espesor del material para el acero, ligeramente más anchos para el aluminio) e intervalos regulares de inspección de matrices calibrados según el volumen de producción.
IP67 requiere que el gabinete resista la inmersión en hasta un metro de agua durante treinta minutos sin ingresar. IP68 extiende esto a la inmersión continua a una profundidad acordada entre el fabricante y el usuario final (normalmente 1,5 m durante 30 minutos en aplicaciones automotrices, aunque los OEM de vehículos eléctricos suelen especificar condiciones más exigentes).
Lograr estas clasificaciones a partir de una cubierta estampada depende de tres factores: la planitud de la brida de sellado, el acabado superficial de la ranura o cordón que hace contacto con la junta y la consistencia dimensional del patrón de orificios para pernos que comprime el sello. Una desviación de la planitud de la brida de incluso 0,1 mm en un largo recorrido de sellado es suficiente para crear un espacio por el que el agua puede penetrar bajo presión. Esta es la razón por la que la tolerancia dimensional en las características de sellado se mantiene más estricta que en las características estructurales: típicamente ±0,01 mm en la profundidad de la ranura y el ancho del cordón de sellado.
Nuestro Estampado de piezas de precisión para baterías de automóviles y vehículos eléctricos se fabrican con una geometría de ranura de sellado validada según las especificaciones del proveedor de juntas antes de finalizar las herramientas de producción, lo que elimina los riesgos de ajuste por compresión y de ruta de fuga que surgen de los desajustes entre el diseño de dimensiones nominales y las herramientas de dimensiones nominales.
Nuestro battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Las piezas presentan un acabado superficial liso (Ra ≤ 0,8 μm), con tolerancia cero a rebabas y sin deformación, lo que protege eficazmente los núcleos de la batería del polvo, la humedad y los impactos externos y, al mismo tiempo, logra una integridad de sellado IP67/IP68. Admiten una integración perfecta con carcasas de baterías y se pueden personalizar con salientes de montaje integrados, ranuras de sellado, orificios, bridas o estructuras de flexión según las necesidades de instalación específicas, incluidas disposiciones para conectores de alto voltaje e interfaces de enfriamiento.
Con una excelente estabilidad estructural y resistencia a la corrosión, estas piezas estampadas para baterías de vehículos eléctricos mejoran la seguridad y durabilidad generales de los sistemas de baterías. Son adecuados para producción en masa (500.000 – 10 millones de piezas/año) , lo que garantiza rentabilidad y un suministro confiable para los OEM y fabricantes de baterías, respaldado por la certificación de calidad IATF 16949.
No hay dos diseños de paquetes de baterías que compartan una geometría de cubierta idéntica. Las plataformas de vehículos eléctricos difieren en el formato de las celdas (cilíndrico, prismático, tipo bolsa), disposición de los módulos, arquitectura de gestión térmica y posicionamiento del conector, y cada variación se propaga al diseño de la cubierta como una combinación diferente de características.
Los requisitos de personalización más comunes se dividen en cinco categorías. Jefes de montaje — almohadillas elevadas con orificios roscados o de paso: ubique la tapa en la carcasa de la batería y distribuya la carga de sujeción lejos de la interfaz de sellado. Ranuras de sellado debe coincidir en ancho, profundidad y radio con la especificación de la junta o junta tórica, con tolerancias lo suficientemente ajustadas para garantizar la relación de compresión especificada en todo el rango de producción. Recortes y agujeros perforados. para conectores, ventilaciones y sensores se deben colocar en relación con el perímetro de sellado con la misma precisión que las características de acoplamiento de la cubierta en la carcasa. Bridas y estructuras de flexión. agregue rigidez, cree funciones de ubicación de ensamblajes o forme puntos de unión para módulos adyacentes. Interfaces de refrigeración (los huecos o elementos pasantes que conectan la cubierta a un circuito de refrigeración líquida) requieren un control dimensional particularmente estrecho para garantizar una conexión sin fugas a los colectores de refrigeración.
Todas estas características se pueden lograr dentro del proceso de embutición profunda y estampado progresivo. El prerrequisito crítico es que las herramientas se diseñen desde el principio teniendo en cuenta las tolerancias de producción, no las dimensiones nominales, porque una característica que es geométricamente correcta en un modelo 3D pero trabajada según lo nominal sin margen de capacidad del proceso producirá rechazos en el momento en que las condiciones del proceso cambien.
Nuestro Capacidades de diseño de matrices de embutición profunda para vehículos automotrices y eléctricos. asegúrese de que cada característica personalizada esté diseñada para la estabilidad de la producción desde la primera prueba del troquel, reduciendo los ciclos de iteración entre la aprobación del prototipo y el lanzamiento de la producción en masa.
Los fabricantes de equipos originales de baterías y los proveedores de nivel 1 necesitan más que una pieza que pase una inspección de muestra. Necesitan una cadena de suministro capaz de entregar 500.000 a 10 millones o más de piezas por año con calidad constante, plazos de entrega predecibles y un sistema de gestión de calidad que genera los datos necesarios para respaldar las auditorías de los clientes y las presentaciones reglamentarias.
La certificación IATF 16949 es el estándar de calidad básico para las cadenas de suministro automotrices. Exige que el control estadístico de procesos, el análisis del sistema de medición y los procesos de aprobación de piezas de producción estén implementados y documentados, no solo en el lanzamiento del proveedor, sino continuamente durante toda la producción. Específicamente para el estampado de tapas de baterías, esto significa que las dimensiones críticas en las características de sellado, la planitud de las bridas y la posición de los orificios se miden en un plan de muestreo definido para cada lote de producción, con resultados con tendencias y revisados con respecto a los límites de control.
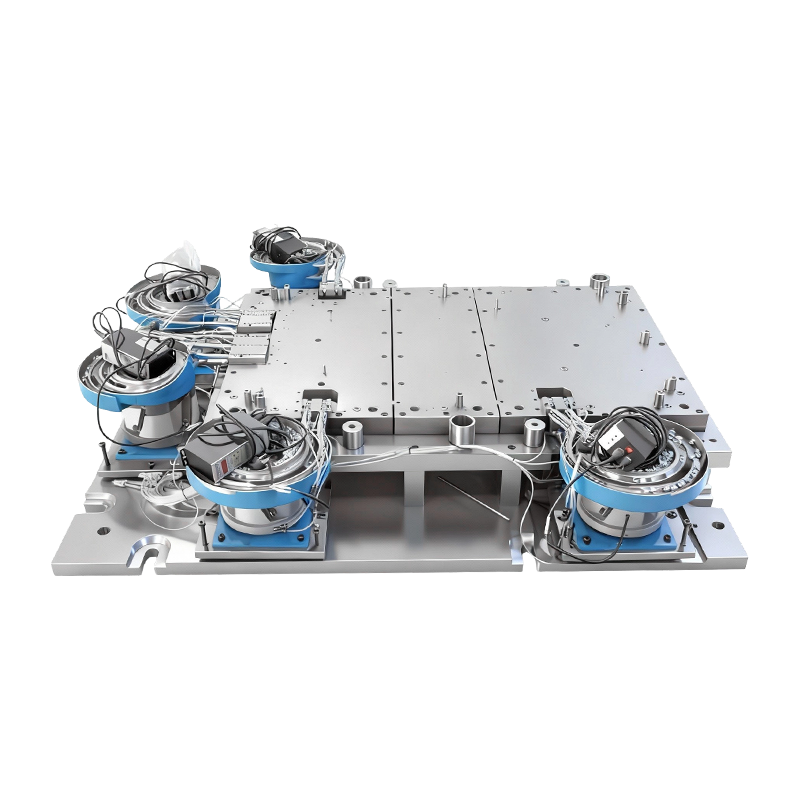
En volúmenes de producción superiores a unos pocos cientos de miles de piezas por año, la automatización del estampado se vuelve esencial para mantener la coherencia. La tecnología de servoprensa permite controlar la fuerza y la posición en cada etapa de la carrera, compensando la variación del espesor del material y el desgaste del troquel de una manera que las prensas mecánicas de velocidad fija no pueden. Nuestro equipo de automatización de estampado integra control de prensa, detección en el troquel e inspección de piezas para mantener la estabilidad dimensional en tiradas de producción largas sin aumentar la intervención del operador.
La certificación de materiales entrantes, los informes de inspección del primer artículo, los informes de medición dimensional y la verificación del acabado superficial se proporcionan como documentación estándar para cada orden de producción, brindando a los equipos de compras y calidad los registros de trazabilidad necesarios para respaldar sus propios compromisos con los clientes.
El proceso de calificación de proveedores para piezas estampadas de tapas de baterías debe ir más allá de una revisión de muestra. Estas son las áreas que determinan si un proveedor puede mantener la calidad en volumen, no sólo producir muestras aceptables.
Programa de propiedad y mantenimiento de utillajes. Confirme quién es el propietario de las herramientas de producción y cuál es el intervalo de mantenimiento del troquel. Un proveedor que retrasa el mantenimiento para maximizar el tiempo de actividad de la prensa eventualmente producirá piezas fuera de tolerancia sin previo aviso.
Capacidad de medición de características de sellado. Solicite datos de calibre R&R sobre las medidas de planitud de la ranura de sellado y la brida. Un sistema de medición con más del 10% de variación con respecto a la banda de tolerancia no puede distinguir de manera confiable las piezas conformes de las no conformes.
Trazabilidad de materiales. El aluminio y el acero aptos para baterías deben tener trazabilidad hasta el certificado de fábrica. Para las cadenas de suministro certificadas por la IATF, esto es obligatorio; para aplicaciones no automotrices sigue siendo la única forma de verificar que el material cumpla con la aleación y el temple especificados.
Proceso de transición del prototipo a la producción. Un proveedor con un proceso APQP (Planificación avanzada de la calidad del producto) documentado identificará posibles fallas en el proceso antes de cortar las herramientas de producción, lo que reducirá el riesgo de un retraso en el lanzamiento causado por un problema de diseño para fabricación que era visible en el dibujo pero que nunca se agravó.
Para los OEM y fabricantes de baterías que evalúan socios de estampado, nuestro Servicios de calificación y desarrollo de estampado personalizado. están estructurados exactamente en torno a estos requisitos, desde la revisión inicial del DFM hasta el envío del PPAP y la producción en estado estable.
Un frigorífico funciona durante una década sin que fallen las bisagras. El tambor de una lavadora gira decenas de miles de ciclos sin perder alineación. Un soporte de aire acondicionado mantiene su carga a través de años de vibración y expansión térmica. Nada de esto sucede por accidente. Detrás de cada uno de estos resultados hay una pieza estampada de metal mecanizada con tolerancias en las que la mayoría de la gente nunca piensa, hasta que algo sale mal.
Los fabricantes de electrodomésticos operan bajo una presión implacable: tolerancias de ensamblaje más estrictas, compromisos de garantía más prolongados y cadenas de suministro que no dejan lugar a reelaboraciones. Los componentes metálicos estampados que forman la columna vertebral estructural y funcional de estos productos (soportes, paneles de chasis, soportes de motor, piezas de conexión) son donde cae primero la presión. Una pieza que está 0,1 mm fuera de especificación no sólo encaja mal; puede comprometer toda la línea de montaje.
Este artículo desglosa las piezas clave de estampado de metal utilizadas en las principales categorías de electrodomésticos, cómo la selección de materiales afecta el rendimiento, qué significan realmente los estándares de precisión en la práctica y por qué no se puede separar la relación entre el diseño de la matriz y la calidad de la pieza.
Cada categoría de electrodomésticos impone exigencias distintas a sus componentes estampados. Comprender qué hacen realmente esas piezas (no solo cómo se llaman) ayuda a los fabricantes de electrodomésticos a especificar correctamente y evitar costosos rediseños posteriores.
Las piezas estampadas para refrigeradores abarcan una amplia gama de funciones. Los soportes de las estanterías deben soportar cargas variables sin desviarse, lo que requiere una planitud constante y una colocación ajustada de los orificios. Las bisagras de las puertas experimentan ciclos de tensión repetidos y necesitan tratamientos superficiales que resistan tanto la corrosión como el desgaste. Los soportes del compresor transmiten vibraciones continuamente, lo que exige una alta precisión dimensional para que puedan ensamblarse sin cuñas ni ajustes. Los marcos del revestimiento interior y las placas traseras suelen ser estampados grandes y delgados donde la tolerancia a la deformación es fundamental para lograr un sellado adecuado.
Las estructuras de soporte del tambor y los soportes exteriores de la tina de las lavadoras se encuentran entre las piezas estampadas con mayores exigencias mecánicas en la categoría de electrodomésticos. Deben mantener la estabilidad dimensional bajo carga dinámica (no solo peso estático) y resistir la fatiga durante años de ciclos de giro a alta velocidad. Los cerramientos de paneles y marcos de puertas, por el contrario, son principalmente estructurales y estéticos, pero requieren una calidad y planitud constantes en los bordes para permitir un ensamblaje limpio con componentes de molduras de plástico.
Las piezas estampadas para aire acondicionado incluyen aletas de disipador de calor, soportes para conductos de aire y paneles de chasis para unidades interiores y exteriores. Los estampados de aletas requieren una consistencia extrema en paso y profundidad; la variación afecta directamente la eficiencia de la transferencia térmica. Los soportes de la unidad exterior deben soportar cargas estructurales y al mismo tiempo resistir la corrosión atmosférica, lo que hace que las opciones de tratamiento de superficies y materiales sean particularmente importantes.
Los componentes de microondas implican una combinación de estampado estructural (chasis, marcos de puertas, carcasas de paneles de control) y piezas funcionalmente críticas, como cubiertas de guías de onda y soportes de magnetrón, donde la precisión dimensional afecta el rendimiento electromagnético tanto como el ajuste mecánico. Para conocer la gama completa de componentes estampados en estas categorías, consulte nuestra oferta completa de piezas estampadas de precisión . Los electrodomésticos con sistemas de control electrónico integrados, incluidos los aires acondicionados inverter y los refrigeradores inteligentes, también requieren Piezas de estampado electrónico para conjuntos de carcasas de circuitos y control de electrodomésticos. .
La elección del material para el estampado de piezas de electrodomésticos no es simplemente una decisión de costes. Cada material aporta un conjunto específico de propiedades mecánicas y superficiales que determinan dónde se puede y dónde no se puede utilizar. Hacer esto mal en la etapa de diseño es mucho más costoso que hacerlo bien desde el principio.
| Materiales | Propiedades clave | Aplicaciones típicas | Consideraciones |
|---|---|---|---|
| Acero inoxidable | Alta resistencia, excelente resistencia a la corrosión, superficie duradera | Paneles de puertas, soportes estructurales, soportes de motor, bisagras | Mayor desgaste de herramientas; requiere materiales de matriz más duros |
| Hoja Galvanizada | Buena resistencia a la corrosión, rentable, soldable. | Paneles de chasis, placas traseras, marcos estructurales interiores | El recubrimiento puede afectar los ajustes de tolerancia estricta; tratamiento de bordes necesario |
| Aleación de aluminio | Ligero, buena conductividad térmica, resistencia a la corrosión natural. | Disipadores de calor, componentes de conductos de aire, estampados de aletas. | Menor resistencia que el acero; La recuperación elástica debe tenerse en cuenta en el diseño del troquel. |
El acero inoxidable es la opción predeterminada cuando la resistencia a la corrosión y la apariencia de la superficie son importantes: soportes expuestos, estructuras de puertas y cualquier componente que sea visible en el producto terminado. La lámina galvanizada domina las aplicaciones estructurales internas donde la rentabilidad es la prioridad y la pieza estará protegida por el gabinete del electrodoméstico. El aluminio es la opción clara cuando el peso y el rendimiento térmico son los impulsores del diseño, particularmente en componentes de HVAC y refrigeración donde la transferencia de calor es un requisito funcional, no solo un efecto secundario.
El material también determina el diseño del troquel. El comportamiento de recuperación elástica del aluminio, la velocidad de endurecimiento por trabajo del acero inoxidable y el espesor del recubrimiento de la lámina galvanizada afectan la forma en que se debe diseñar una matriz para producir una pieza dimensionalmente precisa. Es por eso que la selección de materiales y el diseño de herramientas deben considerarse juntos, no en secuencia.
Los fabricantes de electrodomésticos suelen operar en líneas de montaje donde los componentes de varios proveedores deben encajar con un ajuste mínimo. Esto impone exigencias reales y específicas a la precisión del estampado, no sólo declaraciones generales sobre "alta precisión".
Las características de ajuste críticas (posiciones de orificios, distancias de borde a borde, alturas de bridas) generalmente se mantienen con tolerancias en el rango de ±0,05 mm a ±0,2 mm, según la función. Los orificios de montaje del motor, por ejemplo, requieren tolerancias más estrictas que los recortes del panel del chasis, porque la desalineación se traduce directamente en vibración y ruido en el electrodoméstico terminado. Las piezas producidas con tolerancias inconsistentes de un lote a otro crean los problemas más difíciles: las líneas de ensamblaje calibradas para un lote fallan cuando el siguiente llega ligeramente fuera de las especificaciones.
Las piezas estampadas planas no son automáticamente planas. La tensión residual del proceso de estampado puede provocar deformaciones, especialmente en piezas delgadas y de gran formato, como paneles del chasis y placas traseras. La planitud se verifica con tolerancias definidas y las piezas fuera de esas tolerancias se rechazan, no porque luzcan mal, sino porque impiden un acoplamiento adecuado con componentes o juntas adyacentes.
Los electrodomésticos tienen una garantía de años y se espera que duren más. La corrosión en las piezas estructurales, especialmente en lavadoras y refrigeradores donde hay humedad, puede comprometer tanto el funcionamiento como la seguridad. Los controles de calidad para determinar la resistencia a la corrosión no son una formalidad; son una prueba directa de si las especificaciones del material y el tratamiento de la superficie se han aplicado y mantenido correctamente durante la producción.
La fuente más común de inconsistencia dimensional en las piezas estampadas de electrodomésticos no es la prensa, sino la brecha entre quien diseñó el troquel y quien dirige la producción. Cuando el diseño y el estampado de troqueles son manejados por diferentes organizaciones, los problemas en los límites son inevitables: troqueles que producen muestras precisas del primer artículo pero se desvían durante las tiradas de producción, herramientas que no fueron diseñadas para el material realmente utilizado o compensación de recuperación elástica que fue estimada en lugar de diseñada.
La integración del diseño de troqueles y la producción de estampado bajo el mismo techo elimina esta brecha. Los ingenieros que diseñan las herramientas son responsables de las piezas que producen. La retroalimentación de producción informa directamente las decisiones de corrección y mantenimiento del troquel. El resultado es una mayor coherencia entre piezas en tiradas de producción largas. – que es exactamente lo que requieren las líneas de montaje de electrodomésticos.
Shuangqisi Mould proporciona esta integración como estándar. Con equipos internos de electroerosión por hilo de precisión con una precisión de procesamiento de ±0,002 mm, capacidades combinadas de diseño y fabricación de troqueles y producción directa de piezas estampadas en esas mismas herramientas, todo el proceso, desde el diseño inicial hasta la pieza terminada, se controla y optimiza en una sola operación. Para los fabricantes de electrodomésticos que evalúan proveedores de estampado, esta es una de las preguntas sobre capacidad más significativas. Conozca más sobre nuestro Diseño y fabricación de troqueles de estampado personalizados para producción de gran volumen. .
No hay dos programas de aparatos idénticos. La geometría del soporte del motor cambia entre generaciones de productos. Una plataforma de refrigerador nueva requiere un marco de revestimiento interior diferente. El rediseño del aire acondicionado pasa del galvanizado al aluminio para reducir el peso. Cada cambio requiere herramientas diseñadas para la nueva especificación, no adaptadas de algo parecido.
Shuangqisi Mold proporciona piezas estampadas de metal personalizadas OEM para fabricantes de electrodomésticos, que cubren estampados de acero inoxidable, láminas galvanizadas y aleaciones de aluminio en toda la gama de componentes estructurales y funcionales. Desde la revisión inicial del dibujo y el diseño de matrices hasta la validación del primer artículo y la producción en volumen, nuestro equipo trabaja según los estándares de calidad dimensional y superficial que requieren las líneas de ensamblaje de electrodomésticos.
Si está buscando piezas estampadas de metal para refrigeradores, lavadoras, aires acondicionados u hornos microondas, contáctenos para una revisión técnica y una cotización. Damos la bienvenida tanto a consultas sobre nuevos programas como a evaluaciones de segundas fuentes para piezas existentes.
El panel de la puerta de un automóvil debe quedar al ras y tener buen aspecto. El estampado del marco de un asiento necesita hacer mucho más: debe soportar el peso estático de un ocupante durante cientos de miles de ciclos, absorber las fuerzas dinámicas de frenadas bruscas y caminos en mal estado, y mantener su geometría con la precisión suficiente para que el anclaje del cinturón de seguridad, el mecanismo reclinable y el riel deslizante se ensamblen y funcionen correctamente. Esa combinación de requisitos estructurales, de fatiga y dimensionales hace que piezas de estampado de asientos automotrices uno de los componentes más exigentes que producirá un estampador de metal de precisión, y un indicador claro de la profundidad de la ingeniería de un fabricante.
Este artículo examina las cinco dimensiones de ingeniería que determinan si el estampado del marco de un asiento funciona de manera confiable durante toda la vida útil del vehículo: requisitos de tolerancia, selección de materiales, precisión del troquel, rendimiento de carga y compatibilidad con múltiples vehículos.

Los estampados de paneles de carrocería se evalúan principalmente según la apariencia y el ajuste de la superficie. Se ve una ranura de 0,5 mm de más; una distancia de 0,3 mm demasiado estrecha crea interferencias en el montaje. Ambos son inaceptables, pero ninguno es un problema de seguridad. Los estampados del marco del asiento operan en un modo de falla fundamentalmente diferente: el error dimensional en un componente estructural se propaga en una capacidad de carga reducida, interfaces críticas para la seguridad desalineadas y grietas prematuras por fatiga.
Considere el soporte de montaje del mecanismo reclinable. Sus orificios para pernos deben ubicarse con una precisión de fracciones de milímetro para garantizar que el sillón reclinable enganche sus dientes de bloqueo de manera uniforme en todo el arco de ajuste. Un patrón de orificios desplazado crea una carga excéntrica en el mecanismo de bloqueo, que no es inmediatamente evidente, pero se degrada progresivamente a lo largo de la vida útil del asiento. La misma lógica se aplica a los puntos de fijación de los rieles deslizantes, que deben distribuir la carga de los ocupantes simétricamente a ambos rieles; cualquier asimetría concentra la tensión en un accesorio y acelera el desgaste o la falla por fatiga.
El estándar de tolerancia para Piezas estampadas para asientos de automóviles fabricadas según los estándares de seguridad del automóvil. Por lo tanto, es más estricto que los estampados generales de carrocerías y se aplica no solo en la inspección del primer artículo sino en todas las series de producción, porque la variación entre las piezas de producción temprana y tardía afecta el rendimiento de la línea de ensamblaje y el tiempo de ajuste al final de la línea.
La decisión sobre el material para los estampados del armazón del asiento no es una elección única que se aplica a todo el asiento: es una optimización componente por componente que equilibra los requisitos de resistencia, la complejidad de la forma, los objetivos de peso y el costo.
Acero de alta resistencia sigue siendo el material dominante para los componentes estructurales del marco del asiento. Los aceros avanzados de alta resistencia (AHSS) con resistencias a la tracción de 600 a 1500 MPa proporcionan el límite elástico necesario para que los soportes de los sillones reclinables, los refuerzos de los asientos y los marcos del respaldo de los asientos resistan la carga de torsión hacia atrás de 530 Nm especificada en las normas de seguridad de los asientos de automóviles sin deformación permanente. La alta rigidez del material también resiste los momentos de flexión generados cuando las cargas del cinturón de seguridad se transmiten a través del marco del asiento durante una colisión frontal. La desventaja es que los aceros de alta resistencia requieren herramientas más capaces (mayor tonelaje de prensa, materiales de matriz de precisión y una gestión cuidadosa de la fuerza del portapiezas) porque su ductilidad reducida en relación con el acero dulce deja menos margen para errores de formación antes de que se produzca el agrietamiento.
aleación de aluminio se especifica cada vez más para componentes de asientos donde la reducción de peso es la prioridad, particularmente en vehículos eléctricos donde la eficiencia de alcance justifica el mayor costo de material y herramientas. Los estampados del marco del asiento de aluminio pueden reducir el peso de los componentes entre un 30% y un 40% en comparación con sus equivalentes de acero. El desafío es que el menor límite elástico del aluminio generalmente requiere secciones más gruesas o refuerzo de diseño para lograr un rendimiento estructural equivalente, lo que contrarresta parcialmente la ventaja de peso. Su mayor recuperación elástica durante el conformado también exige una compensación más precisa del troquel y un control más estrecho del proceso para mantener la precisión dimensional.
En la práctica, los conjuntos de asientos a menudo combinan ambos: acero de alta resistencia para las vías de carga primarias (estructura del respaldo, soporte del sillón reclinable, refuerzo de anclaje del cinturón de seguridad) y aleación de aluminio para las estructuras secundarias donde la reducción de peso tiene un claro beneficio y las cargas máximas son menores (miembros laterales del cojín, soportes guía del reposacabezas).
Las propiedades mecánicas de una pieza estampada del armazón de un asiento están determinadas en parte por la materia prima y en parte por el propio proceso de estampado. Un troquel que produce un espesor de pared inconsistente (a través de una fuerza desigual en el portapiezas, radios de punzón desgastados o un espacio libre impreciso entre el punzón y el troquel) crea un adelgazamiento local en la pieza estampada. Esas zonas delgadas se convierten en concentraciones de tensiones: los primeros lugares que ceden bajo sobrecarga estática y los sitios de iniciación de grietas por fatiga bajo carga cíclica.
Este es el vínculo mecánico directo entre Precisión del troquel y capacidad de carga del estampado del asiento. . Una matriz mecanizada con una precisión de 0,002 mm en sus superficies de formación críticas produce piezas con un espesor de pared constante en toda la profundidad de embutido. La carga de los ocupantes se distribuye uniformemente en toda la sección, las tensiones de trabajo se mantienen muy por debajo del límite de fatiga del material y la pieza cumple con su objetivo de vida útil. Una matriz con radios desgastados o mecanizados de manera imprecisa produce piezas en las que se concentra el adelgazamiento, se elevan las tensiones locales y se reduce la vida útil de la fatiga, a menudo sin ninguna disconformidad dimensional detectable mediante una inspección de rutina.
La calidad del borde tiene el mismo significado. Las rebabas y microfisuras en los bordes perforados debido a herramientas desafiladas o mal ajustadas actúan como sitios de iniciación de grietas. Bajo la carga cíclica de la conducción normal (vibraciones de la carretera, ciclos de ajuste de los asientos, entrada y salida de pasajeros), estos defectos de los bordes se propagan hasta convertirse en grietas por fatiga en el material base. Los bordes cortantes lisos y bien soportados producidos por herramientas de precisión eliminan este modo de falla.
Para Matrices de embutición profunda para vehículos automotrices y eléctricos para componentes de estructuras de asientos Por lo tanto, la calidad del diseño y la fabricación de las herramientas no es separable del rendimiento estructural de las piezas que produce.
Los estampados del marco del asiento soportan tres categorías distintas de carga, cada una con diferentes implicaciones para el diseño y la especificación del material.
Cargas estáticas representan el peso sostenido del ocupante, normalmente entre 75 y 100 kg para un solo ocupante, actuando continuamente a través del cojín del asiento y el respaldo. Estas cargas determinan el área de sección transversal mínima y el límite elástico del material necesarios para evitar la deformación permanente durante el uso normal. El rendimiento de la carga estática es fácil de probar y verificar, y la mayoría de las fallas de estampado de asientos atribuidas a "sobrecarga estática" son en realidad fallas por fatiga que se han estado acelerando durante algún tiempo antes de que aparezca una deformación visible.
Cargas dinámicas surgen de la aceleración del vehículo, el frenado, las curvas y las irregularidades de la superficie de la carretera. Durante una frenada brusca con una desaceleración de 1 g, la inercia hacia adelante de un ocupante de 75 kg genera aproximadamente 750 N de carga a través del respaldo del asiento y en el mecanismo reclinable y los estampados del marco del respaldo. En carreteras con superficies irregulares, son posibles aceleraciones verticales de 2 a 3 g, lo que hace que el bastidor del asiento cicle a frecuencias de 1 a 20 Hz durante miles de horas durante la vida útil del vehículo. La resistencia a las vibraciones (la capacidad de la estructura estampada para mantener su geometría y propiedades mecánicas bajo esta carga cíclica) es una dimensión de rendimiento que con frecuencia se subestima en las revisiones iniciales del diseño, pero que se vuelve visible en las pruebas de durabilidad a largo plazo.
Cargas de choque representan la peor condición. En una colisión frontal a 50 km/h con el cinturón de seguridad cargado, el armazón del asiento debe transmitir la energía cinética del ocupante a la estructura del vehículo sin fracturarse ni permitir un desplazamiento del asiento que pueda lesionar al ocupante. Estas cargas son un orden de magnitud más altas que las cargas de conducción dinámicas, y las piezas estampadas en el anclaje del cinturón de seguridad, el marco del respaldo y el mecanismo de bloqueo del riel deslizante están todas en la ruta de carga principal.
Cumplir con las tres categorías de carga simultáneamente requiere que el proceso de estampado brinde precisión dimensional y propiedades mecánicas consistentes, razón por la cual la trazabilidad del material y el monitoreo del espesor durante el proceso son requisitos estándar en las cadenas de suministro de componentes de asientos para automóviles.
Un proveedor de estampado de un solo asiento rara vez atiende a una sola plataforma de vehículo. Los clientes OEM y los fabricantes de asientos de nivel 1 obtienen componentes estampados que deben adaptarse a múltiples líneas de vehículos, a menudo con diferentes dimensiones, configuraciones de montaje y requisitos de carga de seguridad diferentes. Gestionar esta complejidad multiplataforma sin que proliferen los costos de herramientas es una de las competencias centrales que separa a los proveedores de estampado capaces de los procesadores de productos básicos.
La base de la compatibilidad entre varios vehículos es la precisión dimensional a nivel de característica individual, no solo la geometría general de la pieza. Las tolerancias de posición de los orificios de ±0,15 mm o más estrictas en las funciones de montaje y ubicación garantizan que la misma pieza estampada se ensamble correctamente en diferentes arquitecturas de armazón de asiento sin necesidad de ajuste manual ni reelaboración. Este nivel de precisión se puede lograr solo cuando la matriz se diseña con referencias de datos apropiadas, se mecaniza con tolerancias de características estrictas y se valida con una inspección completa del primer artículo con el modelo CAD del cliente antes del lanzamiento de la producción.
El diseño de troqueles personalizados no es un costo general en este contexto: es el mecanismo mediante el cual se logra la precisión dimensional y la compatibilidad con múltiples vehículos. Un troquel diseñado específicamente para la geometría de una pieza, con posiciones de características y espacios que coincidan con los requisitos de conformado de la pieza, producirá consistentemente piezas que se ensamblan correctamente. Un dado genérico o modificado requerirá clasificación, calce o ajuste continuo para mantener una salida dimensional aceptable.
el Gama completa de piezas de estampado para automóviles. en SQS se produce a partir de matrices diseñadas y fabricadas internamente, lo que garantiza que los requisitos dimensionales de la plataforma del vehículo de cada cliente estén diseñados en las herramientas desde el principio en lugar de compensarse en la producción.
el conventional supply chain for automotive seat stampings separates die manufacturing from part production: a tooling shop builds the die, qualifies it, and transfers it to a stamping house that runs production. At each handoff, information about why the die was designed a specific way — the forming sequence, the blank holder force settings, the die clearance compensation for springback — is partially lost. Production engineers optimize for throughput rather than for the part characteristics the die designer intended.
Suzhou Shuangqisi Mould Equipment Co., Ltd. opera ambas funciones bajo un mismo techo. El mismo equipo de ingeniería que diseña el troquel de estampado para un componente del armazón del asiento también maneja la prensa que produce las piezas. Cuando aparece una desviación dimensional en la producción, como sucederá durante la vida útil de un troquel debido al desgaste gradual, la respuesta es una corrección informada del troquel en lugar de una solución alternativa al proceso. El resultado es una calidad de las piezas más consistente a lo largo de toda la producción y un camino más rápido hacia la causa raíz cuando ocurren no conformidades.
La infraestructura de fabricación de SQS respalda esta integración al nivel de precisión que requieren los estampados de asientos de automóviles. Las máquinas de electroerosión por hilo procedentes de Japón logran una precisión de mecanizado de 0,002 mm en las características de la matriz, lo que garantiza que las superficies de formación que determinan el espesor de la pared, la calidad de los bordes y la posición del orificio se mantengan dentro de las tolerancias que requiere el diseño de la pieza. Una flota de prensas que abarca de 80T a 400T cubre toda la gama de geometrías de estampado de armazones de asientos, desde pequeños componentes de soporte hasta estructuras de armazones de respaldo completo. Con más de 15 años de experiencia sirviendo a clientes OEM y proveedores automotrices de nivel 1, y un equipo de 60 técnicos dedicados al diseño de matrices, fabricación y control de calidad, SQS brinda la profundidad de ingeniería que exigen los programas de estampado de armazones de asientos.
Para OEM supply inquiries, custom die development, or technical specification review, contact SQS directly.
Dos modos de falla abarcan cada operación de embutición profunda: arrugas y grietas. Se encuentran en lados opuestos de la misma ventana de proceso, y cada ajuste de parámetro que lo aleja de uno lo acerca al otro. La relación de dibujo y la fuerza del soporte en blanco son las dos palancas que definen dónde se ubica esa ventana y qué tan ancha es. Comprender cómo interactúan (y por qué) es la base de la prevención de defectos en la embutición profunda.
La relación de estiramiento (DR) es la relación entre el diámetro de la pieza en bruto y el diámetro del punzón. Para una pieza en bruto de 200 mm extraída sobre un punzón de 100 mm, la relación de estiramiento es 2,0. Este número describe cuánto debe contraerse circunferencialmente la pieza en bruto para transformarse de un círculo plano a una copa y, por lo tanto, cuánta tensión de compresión debe soportar la brida durante el trazo de estiramiento.
La relación de estiramiento límite (LDR) es la relación de estiramiento máxima que un material determinado puede soportar en una sola pasada de estiramiento sin que la pared de la copa se fracture cerca de la punta del punzón. Para la mayoría de los aceros con bajo contenido de carbono con valores r favorables, el LDR se sitúa entre 2,0 y 2,3. Para las aleaciones de aluminio, normalmente es de 1,8 a 2,0. Para los aceros inoxidables, oscila entre 1,9 y 2,2 según el grado y el temperamento.
El LDR no es una constante material fija: cambia con las condiciones del proceso. Una mejor lubricación aumenta el LDR al reducir la tensión en la pared impulsada por la fricción. Un radio de entrada de matriz más grande lo eleva al reducir la resistencia a la flexión en el labio de la matriz. Una mayor fuerza del soporte en bruto lo reduce agregando una carga de fricción que la pared de la copa también debe soportar. La implicación práctica es que el LDR es una propiedad del sistema, no sólo una propiedad material, y debe evaluarse en el contexto del diseño completo de la herramienta y el proceso.
| Materiales | Rango LDR típico | Factor de influencia clave |
|---|---|---|
| Acero IF (alto valor r) | 2.1 – 2.3 | Anisotropía normal alta (r̄ > 1,5) |
| Acero bajo en carbono (DC01/DC04) | 1.9 – 2.2 | Grado de conformado estándar |
| Acero inoxidable (304) | 1.9 – 2.1 | Endurecimiento rápido por trabajo |
| Aluminio (serie 1xxx/3xxx) | 1,8 – 2,0 | Valor r bajo (<1,0) |
| Cobre / latón | 2,0 – 2,2 | Alta ductilidad, valor r moderado |
Cuando la relación de estiramiento excede el LDR, la pared de la copa no puede transmitir la fuerza necesaria para atraer el material restante de la brida hacia el troquel sin romperse. La fractura generalmente se inicia en el radio de la punta del punzón (el punto de máximo adelgazamiento de la pared) y se propaga rápidamente alrededor de la circunferencia. En producción, esto aparece como un desgarro limpio en la base de la pared de la copa, a menudo denominado fallo de "perforación".
El camino para salir de este modo de falla no siempre es reducir el tamaño del espacio en blanco. A veces, mejorar la lubricación, aumentar el radio de entrada del troquel o reducir la fuerza del aglutinante (dentro de los límites de arrugamiento) puede aumentar el LDR efectivo lo suficiente como para poner el tamaño en bruto existente al alcance. Si ninguno de esos ajustes es suficiente, una reducción de extracción en varias etapas es la respuesta de ingeniería correcta. el Sistemas de troqueles de embutición profunda de múltiples etapas utilizados en la producción de componentes para vehículos eléctricos. están diseñados específicamente para secuenciar las relaciones de extracción entre estaciones de modo que ninguna operación se acerque al límite del LDR.
La fuerza del soporte de la pieza en bruto (BHF), también llamada fuerza de aglutinante o presión de sujeción de la pieza en bruto, es la fuerza de sujeción aplicada a la brida de la pieza en bruto durante todo el trazo de dibujo. Su función es evitar que la brida se pandee bajo tensión de compresión circunferencial, que es la causa fundamental del arrugamiento. Sin embargo, el BHF también aumenta la fricción que debe superar la pieza en bruto a medida que se desliza hacia adentro, lo que aumenta la tensión de tracción en la pared de la copa y puede causar grietas si se coloca demasiado alto.
Ésta es la tensión central del diseño del portapiezas: muy poca fuerza produce arrugas; demasiado produce grietas. El valor correcto se encuentra entre estos dos límites, y la brecha entre ellos (la ventana del proceso) se estrecha a medida que aumenta la relación de estiramiento, disminuye el espesor del material o se deteriora la calidad de la lubricación.
Una aproximación comúnmente utilizada para la presión inicial del portapiezas es 1,5% del límite elástico del material. , aplicado sobre el área de contacto entre el soporte en bruto y la brida. Para la primera extracción de una copa cilíndrica, el BHF total también se puede estimar como aproximadamente el 25 % de la fuerza de extracción. Estos son puntos de partida; Las configuraciones de producción reales requieren verificación mediante pruebas y ajustes según la condición de la pieza: la presencia de arrugas indica la necesidad de un BHF más alto, mientras que la fractura de la pared indica la necesidad de un BHF más bajo o una lubricación mejorada.
La fuerza fija del portapiezas es una aproximación inicial útil, pero no es óptima durante todo el trazo de extracción. Al comienzo de la carrera, el área de la brida es grande y el riesgo de arrugas es mayor; aquí es donde el BHF debe estar al máximo. A medida que avanza la carrera y disminuye el diámetro de la brida, la tensión de compresión en la brida disminuye y el requisito de BHF disminuye. Mantener un BHF alto hasta el final de la carrera agrega una carga de fricción innecesaria a la pared de la copa, lo que aumenta el riesgo de fractura sin proporcionar ninguna protección adicional contra las arrugas.
Los sistemas BHF variables (normalmente cojines hidráulicos o servocontrolados) aplican un perfil de fuerza variable en el tiempo sincronizado con la posición del punzón. El perfil comienza con una fuerza alta, se reduce a mitad de la carrera y puede aumentar nuevamente ligeramente cerca del final para controlar la recuperación elástica. Las investigaciones muestran consistentemente que el BHF variable amplía la ventana efectiva del proceso en comparación con el BHF fijo, lo que permite embuticiones más profundas y espacios en blanco más delgados que se fracturarían bajo una configuración de fuerza alta constante.
Los cojines de troquel controlados numéricamente (NC) van un paso más allá al aplicar diferentes presiones en diferentes zonas alrededor del perímetro del espacio en blanco, abordando la resistencia al flujo asimétrico inherente a las formas de piezas no redondas. Este enfoque es particularmente relevante para Matrices de embutición profunda para cubos de ruedas y chasis estructurales donde la geometría perimetral varía significativamente.
Las arrugas se producen cuando la tensión de compresión circunferencial en la pieza en bruto excede la resistencia al pandeo del material. Aparece en dos localizaciones distintas, cada una con una causa diferente y una estrategia de corrección diferente.
Arrugas en la brida es el tipo más común. A medida que el espacio en blanco se dibuja hacia adentro, su circunferencia debe disminuir: el material que se distribuyó alrededor de un círculo grande debe comprimirse en uno más pequeño. Si la presión del portapiezas es insuficiente para suprimir el pandeo fuera del plano que se produce, la brida desarrolla arrugas radiales que luego son arrastradas hacia la cavidad del troquel y aparecen como pliegues ondulados en la pared de la copa. La corrección es un BHF más alto, un mejor contacto con el aglutinante (asegurando que el aglutinante sea plano y paralelo a la brida) o cordones que agregan resistencia al flujo del material y aumentan la tensión radial en la brida.
Arrugas en la pared aparece en la pared vertical de la copa, independientemente del reborde. Es causada por una compresión circunferencial excesiva en la pared sin soporte entre el punzón y la matriz, y es más común en materiales delgados y relaciones de estiramiento grandes. Las arrugas en la pared no se pueden corregir solo con la fuerza del portapiezas; requiere una reducción del espacio libre del troquel, un ajuste del radio del punzón o una reducción en la relación de estirado a través de una etapa de estirado adicional.
El agrietamiento en la embutición profunda es una falla por tracción. Ocurre cuando la tensión en la pared de la copa, que soporta la carga de arrastrar la brida restante hacia el interior del troquel, excede la resistencia a la tracción del material en la sección transversal más débil. Esa sección más débil casi siempre se encuentra en el radio de la punta del punzón, donde la flexión reduce el espesor y donde la tensión de tracción es mayor.
Los factores que impulsan el agrietamiento hacia arriba son los mismos factores que empeoran cualquier otra falla por tracción: mayor relación de estiramiento, mayor fuerza en el portapiezas, mayor fricción en el radio del dado o en la superficie del aglutinante, menor radio de entrada del dado (lo que aumenta la resistencia a la flexión) y material con baja ductilidad o bajo valor n. Cualquiera de estos factores, si se lleva demasiado lejos, puede fracturar una copa que, de otro modo, se formaría correctamente.
Las correcciones surgen de las causas. Reducir el BHF dentro del límite de arrugas es el ajuste más rápido disponible durante la prueba. Mejorar la lubricación, particularmente en el radio de entrada de la matriz, reduce la tensión de la pared impulsada por la fricción sin cambiar ninguna herramienta. El aumento del radio de entrada del troquel reduce la resistencia a la flexión en el labio del troquel. Si ninguno de estos ajustes es suficiente, se debe reducir la relación de estirado, ya sea reduciendo el tamaño del espacio en blanco (aceptando una copa más corta) o agregando una etapa de estirado para distribuir la deformación. el Implicaciones económicas de agregar etapas de embutición versus aceptar la pérdida de rendimiento por craqueo dependen del volumen de producción y del costo de la pieza, una decisión que debe tomarse en contexto.
| defecto | Causa raíz | Corrección primaria | Corrección secundaria |
|---|---|---|---|
| Arrugas de brida | BHF insuficiente | Aumentar la fuerza del portapiezas | Agrega cuentas; comprobar la planitud de la carpeta |
| Arrugas de la pared | Exceso de espacio libre o DR alto | Reducir el espacio libre de trabajo | Agregar etapa de rediseño; reducir el tamaño del espacio en blanco |
| Fractura de nariz punzonada | Tensión excesiva de la pared | Reducir el BHF; mejorar la lubricación | Aumentar el radio de entrada del troquel; agregar etapa de sorteo |
| Adelgazamiento sin fractura | DR alto cerca del límite LDR | Optimice la uniformidad de la lubricación | Reducir la tasa de dibujo por etapa |
| Oreja (borde de copa desigual) | Anisotropía plana (Δr) | Girar la orientación en blanco | Seleccionar material con menor Δr |
La geometría de la pieza en bruto a menudo se trata como una entrada fija: el diámetro de la pieza en bruto se calcula a partir del área de superficie de la pieza terminada, y eso es todo. En la práctica, la optimización de la forma de la pieza en bruto es una poderosa herramienta de prevención de defectos, particularmente para piezas no redondas.
Para tazas redondas, lo correcto es un espacio en blanco circular. Para piezas rectangulares o irregulares, una pieza en bruto que coincida perfectamente con la superficie desarrollada de la pieza terminada tendrá exceso de material en algunos sectores y material insuficiente en otros en relación con el perímetro del troquel. Ese desequilibrio crea una resistencia desigual al flujo, lo que crea una distribución desigual de la tensión, lo que crea arrugas o fracturas localizadas en lugares predecibles.
La optimización de la forma de la pieza en bruto (ajustar el perímetro de una pieza en bruto no redonda para que cada sector avance al mismo ritmo) puede eliminar categorías enteras de defectos sin cambiar ninguna herramienta. La simulación FEA es la herramienta estándar para esta optimización, iterando el contorno en blanco hasta que el diagrama de límite de formación muestra márgenes de seguridad uniformes en todo el perímetro de la pieza. El espacio en blanco resultante rara vez es un simple rectángulo u óvalo; tiene muescas, relieves y contornos ajustados a la geometría específica del troquel a través del cual será dibujado.
Las arrugas y las grietas son síntomas visibles de un proceso que opera fuera de su ventana. Diagnosticar qué síntoma aparece (y dónde) apunta directamente a qué parámetro está fuera de rango. Una grieta en la punta del punzón implica tensión en la pared: BHF demasiado alto, falla de lubricación o relación de estiramiento que excede el LDR del material. Una arruga en la brida implica un control de la tensión de compresión: BHF demasiado bajo, contacto del aglutinante desigual o cordón de tracción insuficiente. Una arruga en la pared implica espacio libre del troquel o relación de estiramiento, no BHF.
Tratar cada tipo de defecto como una señal de diagnóstico, en lugar de como una falla de calidad genérica, permite tomar medidas correctivas específicas en lugar de ajustes de parámetros de prueba y error. Este enfoque estructurado es lo que separa la producción de embutición profunda predecible y de alto rendimiento de los ciclos de prueba crónicos.
Para piezas complejas que combinan embuticiones profundas con características de matriz progresiva, se aplica la misma lógica de diagnóstico en cada estación. Matrices progresivas de embutición profunda para piezas estructurales de automoción debe controlar la relación de estirado y las condiciones del portapiezas de forma independiente en cada etapa, una disciplina que, cuando se ejecuta correctamente, produce piezas libres de defectos a altas tasas de producción en toda la gama de Geometrías de piezas de estampado automotriz y grados de materiales .
Chapa de metal que entra en un troquel como una pieza plana y sale como un componente hueco y sin costuras; esa transformación depende completamente de qué tan bien esté diseñado el troquel. El diseño de matrices de embutición profunda no es una decisión única, sino una cadena de opciones de ingeniería, cada una de las cuales abre o cierra la ventana en la que se puede producir un conformado exitoso. Un radio de punzón mal especificado, un portapiezas de tamaño insuficiente o una holgura mal calculada pueden colapsar esa ventana por completo, produciendo chatarra agrietada o arrugada en un gran volumen. Las secciones siguientes analizan cada variable de diseño importante y explican qué controla cada una.
Un conjunto de herramientas de embutición profunda tiene tres miembros principales: el punzón, el troquel y el portapiezas. El punzón empuja la pieza plana hacia la cavidad del troquel. El troquel define la geometría exterior de la pieza terminada. El soporte de la pieza en bruto presiona contra la brida de la pieza en bruto para regular la cantidad de material que ingresa a la cavidad durante la carrera.
Cada miembro debe diseñarse en relación con los demás. El diámetro del punzón establece el diámetro interior de la copa extraída; El diámetro de la matriz es mayor por la cantidad de espacio libre de trabajo. El soporte en bruto se encuentra entre los dos, manteniendo la presión de contacto sobre la brida durante toda la carrera. Cuando las relaciones entre estos tres componentes son correctas, el metal fluye hacia adentro y hacia abajo sin arrugarse en la brida ni fracturarse en la punta del punzón. Cuando cualquier relación falla, uno de esos dos modos de falla aparece inmediatamente.
Para producción de gran volumen, juegos de troqueles de embutición profunda de grado automotriz agregue requisitos adicionales: mayor vida útil de la herramienta, estrecha consistencia entre piezas y compatibilidad con sistemas de transferencia automatizados. Esos requisitos intensifican la importancia de cada decisión de diseño que se describe a continuación.
El radio de la punta del punzón y el radio de entrada del troquel son los dos parámetros geométricos más importantes en el diseño de troqueles de embutición profunda. Ambos controlan cómo se dobla el metal a medida que pasa del espacio plano a la pared dibujada.
Radio de la punta del punzón Normalmente se establece entre cuatro y ocho veces el espesor del material para los aceros estándar. Un radio demasiado pequeño concentra la tensión de tracción en la curvatura, lo que promueve el adelgazamiento y una eventual fractura. Un radio demasiado grande permite que el metal se pandee antes de ser capturado por la pared del troquel, lo que produce arrugas en la pared.
Radio de entrada del troquel (a veces llamado radio de la esquina del dado) gobierna la resistencia que encuentra la pieza en bruto cuando se pasa sobre el borde del dado. Un radio de matriz bien pulido y de tamaño adecuado reduce la fricción y permite que el material fluya suavemente hacia la cavidad. La práctica estándar establece este radio entre cuatro y diez veces el espesor del material, dependiendo de la relación de estiramiento y la ductilidad del material. Los radios de tamaño insuficiente aumentan el riesgo de desgarro; Los radios de gran tamaño en materiales delgados crean tramos sin soporte que se doblan formando arrugas.
Para piezas con secciones transversales cuadradas o rectangulares, los radios de las esquinas requieren atención individual. Las esquinas concentran la tensión de compresión durante el conformado, y los radios generosos de las esquinas (generalmente más grandes que los de piezas redondas equivalentes) permiten embuticiones más profundas en una sola operación sin que se arruguen las esquinas.
La holgura es el espacio radial entre el punzón y la pared del troquel. Durante el estirado, el metal debe pasar a través de este espacio y, por lo general, se espesa ligeramente a medida que fluye hacia adentro. El espacio libre debe acomodar ese engrosamiento sin apretar el metal con tanta fuerza que la fricción aumente a niveles destructivos, y sin dejar tanto espacio que el metal se doble lateralmente formando arrugas en la pared.
Para la mayoría de los aceros con bajo contenido de carbono, el rango inicial aceptado es un espacio libre de trabajo de 1,07 a 1,15 veces el espesor del material por lado. Los materiales más duros o gruesos pueden requerir un espacio libre en el extremo superior de este rango. Los materiales más delgados y las tolerancias más estrictas en el espesor de la pared empujan el diseño hacia el extremo inferior. Sistemas de matrices progresivas para Matrices de embutición profunda progresiva para automoción de estaciones múltiples Aplique la misma lógica en cada estación sucesiva, con un espacio que normalmente se estrecha a medida que se reduce el diámetro de la copa y la uniformidad de la pared se vuelve más crítica.
El diseñador del troquel no puede elegir el material de la pieza, pero las propiedades del material determinan qué parámetros de diseño son factibles. Dos propiedades de la chapa son especialmente relevantes: el exponente de endurecimiento por deformación (valor n) y la relación de deformación plástica (valor r, también llamado coeficiente de Lankford).
Un valor n alto significa que el material se endurece rápidamente a medida que se estira, distribuyendo la deformación de manera más uniforme en la pieza en bruto. Esto permite relaciones de estiramiento más agresivas antes de la fractura. Un valor r alto significa que el material resiste el adelgazamiento en la dirección del espesor y fluye preferentemente en el plano de la hoja, exactamente lo que requiere la embutición profunda. Los materiales con valores r altos se pueden estirar hasta alcanzar relaciones profundidad-diámetro mayores antes de que se alcance el límite de fractura de la punta del punzón.
En términos prácticos, un acero libre de intersticiales (IF) con valores r superiores a 1,8 permite diseños de matrices con profundidades de embutición única más profundas y relaciones de diámetro de pieza en bruto a punzón más grandes que un acero convencional con bajo contenido de carbono con valores r cercanos a 1,0. Las aleaciones de aluminio generalmente tienen valores r inferiores a 1,0, lo que significa que los diseños de troqueles para aluminio deben depender más de reducciones de estiramiento en múltiples etapas y de un control más cuidadoso del portapiezas para lograr la misma profundidad de copa. Los mismos principios se aplican al diseñar componentes de estampado automotriz de precisión donde las estrechas tolerancias dimensionales agravan los desafíos de variabilidad del material.
Cuando la relación profundidad-diámetro requerida de la pieza terminada excede lo que un solo trefilado puede lograr de manera segura (generalmente una relación de trefilado superior a 2,0 a 2,2 para la mayoría de los aceros), el diseño debe incorporar múltiples etapas de trefilado. Cada etapa reduce el diámetro de la copa mientras aumenta su altura, y cada etapa tiene su propio punzón, matriz y portapiezas.
El primer estirado lleva el espacio en blanco plano a la relación de estirado máxima que permite el material. Los reestirados posteriores operan en la copa ya formada y pueden lograr relaciones de estirado de 1,2 a 1,4 por etapa porque el metal en la brida ya está parcialmente endurecido y conlleva menos riesgo de arrugas severas. Es posible que se requiera recocido entre etapas para materiales que se endurecen rápidamente, para restaurar la ductilidad antes de la siguiente reducción.
| Etapa de sorteo | Relación de dibujo máxima típica | Notas |
|---|---|---|
| Primer sorteo | 1,8 – 2,2 | Depende del valor r y del espesor del blanco |
| Segundo sorteo (redibujar) | 1,2 – 1,4 | Menor riesgo debido al endurecimiento previo del trabajo. |
| Tercer sorteo y más allá | 1.1 – 1.3 | Es posible que se requiera recocido entre etapas. |
Los diseños de varias etapas añaden costos de herramientas y tiempo de prensado, pero a menudo son el único camino hacia la geometría requerida de la pieza. La comparación económica entre los enfoques de una sola etapa y de múltiples etapas está estrechamente ligada al volumen de producción, un factor explorado con más detalle en el artículo sobre Diferencias de costos entre productos de piezas de estampado de metal y embutición profunda. .
Las cuentas de extracción son crestas elevadas mecanizadas en la superficie de la carpeta (soporte en blanco). A medida que la pieza en bruto se desliza sobre ellos durante el trazo de estiramiento, imponen una deformación por flexión y flexión que crea una resistencia adicional al flujo del material. Al variar la altura, el ancho y la posición de los cordones alrededor del perímetro en blanco, el diseñador del troquel puede controlar cuánto material ingresa a la cavidad del troquel en cada punto, redirigiendo el flujo lejos de las áreas propensas a rasgarse y hacia áreas que de otro modo podrían arrugarse.
El posicionamiento del cordón de tracción es especialmente importante para piezas no simétricas, como paneles de carrocería de automóviles, donde diferentes secciones del perímetro en blanco necesitan una resistencia al flujo muy diferente. Piezas con grandes áreas planas rodeadas de embuticiones profundas A menudo se requieren cordones para evitar que las áreas planas desarrollen distorsiones en la superficie debajo del aglomerante.
La presión del aglutinante complementa el diseño del cordón de tracción. El aglutinante debe aplicar suficiente fuerza para evitar que la brida se doble y forme arrugas, pero no tanta como para bloquear el flujo de material hacia la cavidad, lo que aumentaría la tensión de tracción en la pared de la copa hasta el punto de fractura. Por lo tanto, la presión correcta del aglutinante se encuentra dentro de una ventana de proceso cuyos límites están definidos por el límite de arrugamiento inferior y el límite de fractura superior. El siguiente artículo de esta serie aborda cómo interactúan la relación de estiramiento y la fuerza del portapiezas para definir y controlar esa ventana.
La fricción en el radio de entrada de la matriz y la interfaz del portapiezas tiene un efecto directo sobre la tensión de tracción soportada por la pared de la copa. Una mayor fricción significa una mayor tensión en la pared, lo que acerca el proceso al límite de fractura. La lubricación eficaz reduce ese estrés y amplía la ventana del proceso.
El acabado de la superficie del troquel interactúa con la lubricación. Un radio de matriz pulido con una rugosidad superficial inferior a Ra 0,4 µm permite que el lubricante forme una película consistente, lo que reduce la variabilidad de la fricción. Las superficies rugosas o rayadas atrapan el lubricante de manera desigual e introducen concentraciones de tensión localizadas que pueden iniciar la fractura en tensiones de pared inferiores a las esperadas.
La selección del lubricante depende del material que se extrae. Los aceros con bajo contenido de carbono toleran una amplia gama de lubricantes, desde aceites ligeros para trefilado hasta compuestos pesados EP (extrema presión). Las aleaciones de aluminio requieren lubricantes que no reaccionen con la superficie del metal, ya que los compuestos reactivos pueden provocar irritaciones y rayaduras en la superficie. Los aceros inoxidables, que se endurecen rápidamente, a menudo requieren lubricantes clorados para controlar las altas presiones de interfaz generadas durante el trefilado.
La vida útil del troquel en embutición profunda está limitada por el desgaste abrasivo en el radio de entrada del troquel y por la abrasión en la superficie del aglutinante. Ambos mecanismos se aceleran cuando la presión del aglutinante es alta, la película lubricante se rompe o el material en bruto contiene inclusiones abrasivas.
Los materiales de matriz estándar para la producción de volumen medio incluyen acero para herramientas D2 (aproximadamente 60–62 HRC después del endurecimiento) y DC53, que ofrece mejor tenacidad con una dureza similar. La producción automotriz de gran volumen a menudo exige insertos de carburo de tungsteno en el radio de entrada de la matriz, donde las tasas de desgaste son más altas. Los revestimientos de superficie (nitruro de titanio (TiN), carbonitruro de titanio (TiCN) o carbono similar al diamante (DLC) prolongan aún más la vida útil al reducir el coeficiente de fricción en la interfaz herramienta-pieza en bruto.
Para juegos de matrices de estampado de alta precisión Al centrarse en las tolerancias de los componentes de automóviles o vehículos eléctricos, la selección del acero para herramientas y las especificaciones del tratamiento térmico son tan críticos como los parámetros de diseño geométrico descritos anteriormente. Una matriz dimensionalmente perfecta maquinada a partir de acero tratado térmicamente incorrectamente fallará mucho antes de su vida útil prevista.
El diseño moderno de troqueles de embutición profunda depende en gran medida del análisis de elementos finitos (FEA) para predecir los resultados del conformado antes de cortar cualquier metal. Las simulaciones FEA modelan la pieza en bruto como una malla de elementos deformables, aplican la carrera del punzón de forma incremental y calculan la tensión, la deformación y la distribución del espesor en cada punto de la pieza en bruto a lo largo de la carrera.
El resultado de una simulación bien calibrada incluye una superposición del diagrama de límite de formación (FLD), que muestra si alguna región del espacio en blanco se está acercando al límite de fractura o arrugamiento. Si la simulación predice fallas, el diseñador puede ajustar el radio del punzón, el radio del troquel, la presión del aglutinante, la geometría del cordón de embutición o la forma del espacio en blanco, iterando en software en lugar de en acero. Este proceso comprime significativamente el tiempo de prueba y reduce la cantidad de modificaciones físicas de la herramienta necesarias antes de que el troquel produzca piezas aceptables.
La calidad de la simulación depende de los datos precisos de la tarjeta de material, específicamente la descripción de la superficie de fluencia, los valores r, el valor n y la curva de tensión de flujo para la bobina de material específica que se utilizará en la producción. Los datos materiales genéricos producen predicciones plausibles pero poco fiables; Los datos específicos del material provenientes de pruebas de tracción y pruebas FLD producen predicciones que se traducen directamente en el comportamiento de la prensa.
El diseño del troquel de embutición profunda se resuelve con un pequeño número de variables, cada una de las cuales debe establecerse dentro de un rango que depende de las demás. Los radios del punzón y del troquel determinan la gravedad de la curvatura en las transiciones. El espacio libre de trabajo se adapta al espesamiento del metal sin generar fricción destructiva. La relación de estiramiento establece el límite superior de deformación en una sola etapa. La presión del aglutinante y las perlas de tracción controlan el flujo de material alrededor del perímetro en blanco. La lubricación y el acabado de la superficie determinan qué parte de la presión permitida del aglutinante llega realmente a la pieza en bruto. La selección del acero para herramientas y del recubrimiento determina cuánto tiempo el troquel mantiene esas condiciones cuidadosamente establecidas.
Ninguna variable puede optimizarse de forma aislada. Un cambio en el radio de entrada del troquel cambia la presión óptima del aglutinante. Un cambio en la calidad del material cambia la relación de estiramiento factible. Esta interdependencia es la razón por la que el diseño de matrices de embutición profunda exige un enfoque sistemático y por qué hacerlo bien, desde la simulación hasta la prueba, produce piezas que Cumple con los exigentes requisitos estructurales y dimensionales para aplicaciones de ruedas y chasis. consistentemente a lo largo de millones de ciclos de producción.
Piezas estampadas para asientos de coche son componentes metálicos formados con precisión que sirven como núcleo estructural de los marcos de los asientos de los automóviles. Producidas mediante procesos de estampado de alta precisión, estas piezas se moldean a partir de láminas de acero o aleación de aluminio de alta resistencia utilizando herramientas de troquelado bajo miles de toneladas de fuerza de prensa. El resultado es un componente con un espesor de pared constante, bordes limpios y tolerancias dimensionales estrictas, cualidades que no son negociables en aplicaciones automotrices.
A diferencia de las alternativas soldadas o fundidas, las piezas estampadas ofrecen una repetibilidad e integridad superficial superiores. En un conjunto de asiento, funcionan como esqueleto de carga, interactuando directamente con los cojines del asiento, los soportes de ajuste y los mecanismos de reclinación. Cualquier desviación dimensional en estos componentes se propaga por todo el sistema de asientos, afectando tanto al confort como a la seguridad de los ocupantes.
El mercado mundial de asientos para automóviles estaba valorado en más de 68 mil millones de dólares en 2023, y las estructuras metálicas de los asientos representan una parte sustancial del costo del material por asiento. Elegir las piezas de estampado adecuadas (y el proveedor adecuado) tiene un impacto directo en la eficiencia del ensamblaje, la longevidad del producto y el cumplimiento normativo.
Los dos materiales dominantes para Piezas estampadas de metal para asientos de coche. Son acero de alta resistencia (HSS) y aleación de aluminio. Cada uno ofrece un perfil de rendimiento distinto y la elección correcta depende de la posición específica del asiento, la plataforma del vehículo y los objetivos de peso.
| Propiedad | Acero de alta resistencia | Aleación de aluminio |
|---|---|---|
| Resistencia a la tracción | 590-1500 MPa | 200–500 MPa |
| Peso | superior | ~35% más ligero que el acero |
| Resistencia a la corrosión | Requiere recubrimiento | Naturalmente resistente |
| Costo | inferior | superior |
| Aplicación típica | Marcos laterales, soportes de suelo | Asientos para vehículos eléctricos, segmentos deportivos y premium |
Los aceros avanzados de alta resistencia (AHSS), como los grados de doble fase (DP) y martensíticos (MS), se utilizan ahora ampliamente en los marcos laterales de los asientos y en los travesaños, donde la absorción de energía del impacto es crítica. Estos grados permiten reducir el espesor de la pared sin sacrificar el rendimiento estructural, un factor clave para cumplir simultáneamente los objetivos de peso y seguridad.
Las aleaciones de aluminio, en particular las series 5xxx y 6xxx, se especifican cada vez más en plataformas de vehículos eléctricos, donde cada kilogramo de reducción de peso amplía directamente la autonomía. Aunque los estampados de aluminio requieren herramientas y estrategias de conformado más complejas debido a su menor ductilidad, el beneficio de la reducción de masa a menudo justifica la inversión en programas de gran volumen.
Las piezas estampadas para asientos de automóviles deben funcionar de manera confiable en tres categorías de carga distintas durante la vida operativa de un vehículo. Comprender estos requisitos es esencial al evaluar las especificaciones de piezas o calificar a un proveedor.
Las cargas estáticas se refieren al peso continuo de los ocupantes y del propio conjunto del asiento. Los estándares regulatorios como ECE R17 (Europa) y FMVSS 207/210 (EE. UU.) definen umbrales de carga mínimos para anclajes de asientos y componentes estructurales. El marco de un asiento típico debe soportar una carga hacia atrás de 20 veces el peso del asiento sin deformación permanente. Las piezas estampadas que forman el riel base, el soporte lateral y la interfaz de montaje del sillón reclinable son las principales rutas de carga en estas pruebas.
Las cargas dinámicas ocurren durante la aceleración, el frenado y, lo más crítico, durante los accidentes del vehículo. En una colisión frontal, las estructuras de los asientos deben contener las fuerzas del cinturón de seguridad de hasta 30 kN y al mismo tiempo mantener suficiente integridad estructural para evitar la intrusión de los ocupantes en las zonas de asientos adyacentes. La geometría de estampado, la orientación del grano y el tratamiento térmico del acero influyen en cómo la pieza absorbe y redistribuye estas fuerzas de impulso.
Durante una vida útil típica de un vehículo de 200.000 kilómetros, los componentes de los asientos están expuestos a vibraciones continuas de baja frecuencia provenientes de las superficies de la carretera y de fuentes del sistema de propulsión. Las piezas estampadas con espesores inconsistentes, tensiones de formación residuales o microfisuras en los radios de curvatura son vulnerables a fallas por fatiga en estas condiciones. El espesor uniforme en todo el perfil estampado, un producto directo del diseño de precisión del troquel y el control de la prensa, es la contramedida más eficaz contra la fatiga inducida por las vibraciones.
Cumplir con la definición de piezas estándar de seguridad automotriz requiere más que una certificación de materiales. Exige un proceso de gestión de calidad documentado que abarque el material entrante, el control del proceso y la inspección de salida, todo ello rastreable hasta la pieza terminada.
Los siguientes métodos de inspección son una práctica estándar en operaciones de estampado calificadas:
El cumplimiento de los sistemas de calidad (normalmente IATF 16949 para proveedores de automóviles) proporciona el marco dentro del cual estos métodos de inspección se implementan de manera consistente. Las piezas suministradas sin esta certificación conllevan un mayor riesgo de variación del proceso no detectada, lo que puede traducirse directamente en fallas en el campo o costosas retiradas del mercado.
Una de las ventajas prácticas de la precisión. Piezas de estampado de metal para asiento de coche. aplicaciones es su adaptabilidad a múltiples posiciones de asiento y arquitecturas de vehículos. Si bien las geometrías de las piezas difieren entre las configuraciones del conductor, del pasajero y del asiento trasero, el proceso de fabricación subyacente y los estándares de calidad siguen siendo consistentes.
Las piezas estampadas de los asientos delanteros son las más complejas estructuralmente e integran puntos de montaje para módulos de bolsas de aire laterales, rieles de ajuste de altura, deslizadores longitudinales y anclajes de pretensores de cinturones de seguridad. La precisión dimensional en estas interfaces es fundamental: un orificio de montaje del soporte del airbag desalineado, por ejemplo, puede provocar errores en el tiempo de despliegue que comprometan la protección de los ocupantes. Los marcos de los asientos delanteros también se someten al más alto escrutinio regulatorio según los protocolos de pruebas de choque.
Las piezas estampadas de los asientos traseros a menudo abarcan secciones transversales más anchas y deben acomodar mecanismos de plegado plano en plataformas de SUV y camionetas. Estas piezas requieren estrechas tolerancias de planitud para garantizar una carga uniforme a lo largo de la línea de bisagra plegable y un enganche consistente del pestillo. En los vehículos de tres filas, los marcos de los asientos de la segunda y tercera fila con frecuencia se comparten entre las variantes del modelo, lo que hace que la intercambiabilidad de piezas sea un factor de costo directo que el estampado de precisión respalda de manera efectiva.
En todas las posiciones de los asientos, las dimensiones de la interfaz entre los componentes estampados del marco y los sistemas adyacentes (clips de espuma para cojines, engranajes reclinables, pernos de rieles del piso) deben alinearse con los principales estándares de ensamblaje automotriz. Las piezas que cumplen con estas convenciones dimensionales se pueden integrar en programas de vehículos nuevos con una modificación mínima de las herramientas, lo que reduce el tiempo de desarrollo y el costo de calificación tanto para los fabricantes OEM como para los proveedores del mercado de repuestos.
Las matrices de embutición profunda utilizadas en la fabricación de automóviles y vehículos eléctricos no son intercambiables con herramientas de chapa de uso general. Son sistemas diseñados específicamente compuestos por cuatro componentes principales (punzones, matrices, soportes de piezas en bruto y juegos de matrices), cada uno optimizado para trabajar en conjunto bajo cargas de conformado extremas. En una prensa de estampado automotriz típica, el punzón desciende a la cavidad de la matriz mientras el soporte de la pieza en bruto aplica una presión descendente controlada sobre la brida de la lámina, guiando el flujo de metal hacia la cavidad sin arrugarse ni rasgarse. El juego de matrices proporciona el marco estructural rígido que mantiene la alineación bajo cargas cíclicas que pueden exceder varios cientos de toneladas por carrera.
Lo que distingue al grado automotriz troqueles de embutición profunda es la tolerancia de precisión exigida en toda la herramienta. La precisión dimensional generalmente se mantiene en ±0,02 milímetros a través de superficies de formación críticas, un requisito impulsado por el hecho de que las desviaciones acumulativas a través de un panel de la carrocería (un panel exterior de una puerta, por ejemplo) se traducen directamente en defectos superficiales visibles o espacios en el ensamblaje que afectan tanto la estética como el ajuste estructural. El acabado superficial de los radios del punzón y la matriz es igualmente crítico: un valor Ra de ≤0,05 µm (casi con calidad de espejo) minimiza el adelgazamiento y rayado inducidos por la fricción, particularmente cuando se procesan aleaciones livianas o de alta resistencia.
aleación de aluminio se ha convertido en el material liviano dominante tanto para los paneles de carrocería de automóviles tradicionales como para los componentes estructurales de vehículos eléctricos, impulsado por su favorable relación resistencia-peso, resistencia a la corrosión y reciclabilidad. Sin embargo, el aluminio presenta desafíos únicos en la embutición profunda que están directamente relacionados con las propiedades de su material, incluido su comportamiento térmico en relación con el punto de fusión del aluminio .
El aluminio puro se funde a aproximadamente 660°C , pero las aleaciones de aluminio utilizadas en el estampado de automóviles, principalmente las series 5xxx (Al-Mg) y 6xxx (Al-Mg-Si), tienen rangos de fusión que comienzan ligeramente más bajos dependiendo de la composición de la aleación. Si bien el punto de fusión del aluminio en sí no se alcanza directamente durante el estampado en frío, es muy relevante para dos áreas adyacentes al proceso: el conformado en caliente y la gestión del enfriamiento del troquel. En el conformado en caliente de aluminio, las piezas en bruto se calientan a 200-300 °C (una fracción cuidadosamente seleccionada del punto de fusión) para aumentar la ductilidad y reducir la recuperación elástica, lo que permite la producción de geometrías complejas que se agrietarían en condiciones de conformado a temperatura ambiente. Los diseñadores de troqueles deben tener en cuenta la expansión térmica a estas temperaturas, recalibrando en consecuencia los espacios libres y los parámetros de fuerza del portapiezas.
Incluso en la embutición profunda en frío convencional, el calor por fricción generado en las interfaces del punzón y del troquel puede elevar significativamente las temperaturas superficiales locales. Para las aleaciones de aluminio, que tienen un punto de fusión relativamente bajo en comparación con el acero, el calentamiento excesivo y localizado acelera el gripado (la transferencia adhesiva del aluminio a las superficies de la matriz), lo que degrada el acabado de la superficie, aumenta las fuerzas de conformado y acorta la vida útil de la herramienta. Esto hace que la estrategia de lubricación y la selección del recubrimiento de la superficie del troquel sean especialmente importantes al procesar aleación de aluminio hojas.
| Serie de aleación | Grado típico | Rango de fusión (°C) | Aplicación clave |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607–649 | Interiores de capó, interiores de puertas, recintos para vehículos eléctricos |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610–655 | Paneles exteriores de carrocería, cierres estructurales. |
| Mg-Al (Magnesio-Aluminio) | AZ31,AM60 | 470–630 | Carcasas de baterías para vehículos eléctricos, paneles de instrumentos |
La fabricación de vehículos eléctricos impone exigencias a las matrices de embutición profunda que van más allá de lo que requiere el estampado automotriz tradicional. La aplicación más exigente desde el punto de vista técnico es la formación de carcasas de baterías de aleación de magnesio y aluminio: recintos grandes, profundos y estructuralmente complejos que protegen los conjuntos de celdas de la batería y al mismo tiempo contribuyen al presupuesto de peso general del vehículo. Estos componentes requieren relaciones de embutición profunda superiores a 2,5:1 (la relación entre el diámetro de la pieza en bruto y el diámetro del punzón), lo que lleva el material a sus límites de ductilidad y exige una ingeniería de troquel excepcional para evitar grietas en las bridas o un adelgazamiento excesivo de las paredes.
Minimizar el adelgazamiento del material a lo largo de la pared dibujada es fundamental para las carcasas de baterías porque la uniformidad del espesor de la pared afecta directamente la rigidez estructural y el rendimiento en caso de colisión. Los diseñadores de troqueles abordan esto a través de varias estrategias coordinadas: optimizar el radio de la punta del punzón para distribuir la tensión de manera más uniforme, implementar perfiles de fuerza de soporte de pieza en bruto (BHF) variable que aumentan la presión progresivamente a medida que aumenta la profundidad de embutición y aplicar secuencias de embutición de múltiples etapas para geometrías particularmente profundas en lugar de intentar el conformado en una sola operación.
El cambio hacia el aligeramiento también ha impulsado la adopción de estructuras de troqueles modulares en los programas de vehículos eléctricos. En lugar de mecanizar un bloque de matriz monolítico, los diseños modulares utilizan insertos intercambiables para zonas de alto desgaste, como radios de entrada de matriz y esquinas de punzonado. Este enfoque reduce el costo de herramientas por programa de vehículo entre un 20% y un 35% en escenarios de gran volumen, ya que los insertos desgastados se pueden reemplazar sin desechar todo el juego de troqueles. Los troqueles modulares también permiten una adaptación más rápida cuando se producen iteraciones de diseño durante el ciclo de desarrollo de vehículos eléctricos, que tiende a avanzar más rápido que los programas automotrices tradicionales.
La fuerza del portapiezas es la variable de proceso más influyente en la embutición profunda, y su calibración correcta es lo que separa un proceso de producción estable de uno propenso a desechar. Demasiado poco BHF permite que la brida se doble bajo tensión circunferencial de compresión, produciendo arrugas que no se pueden aplanar en operaciones posteriores. Demasiado BHF impide que el metal fluya hacia la cavidad del troquel, lo que provoca una fractura por tracción en la pared, generalmente en el radio del punzón, donde el material es más delgado.
For aleación de aluminio láminas, la ventana BHF aceptable es más estrecha que para el acero con bajo contenido de carbono porque el aluminio tiene un exponente de endurecimiento por deformación más bajo y es más sensible al adelgazamiento localizado. Automoción moderna troqueles de embutición profunda solucione este problema con soportes de piezas en bruto hidráulicos o servocontrolados que pueden ajustar dinámicamente la presión en tiempo real basándose en la retroalimentación de las células de carga integradas en la estructura del troquel. Este control de circuito cerrado es especialmente valioso cuando se estiran componentes de aleación de magnesio y aluminio a temperaturas elevadas, donde la tensión del flujo de material cambia continuamente a medida que la pieza en bruto se enfría durante la carrera.
Se deben equilibrar los siguientes factores al configurar los parámetros del portapiezas para una nueva operación de embutición profunda:
El desarrollo de troqueles para automóviles modernos ya no se basa únicamente en pruebas físicas. La simulación de conformado basada en análisis de elementos finitos (FEA), utilizando plataformas de software como AutoForm o Dynaform, permite a los ingenieros de matrices probar virtualmente las condiciones de conformado antes de cortar una sola pieza de acero para herramientas. La simulación predice con precisión la distribución del adelgazamiento, las zonas de riesgo de arrugas, la magnitud del retorno elástico y los requisitos de fuerza de conformado, lo que permite a los diseñadores optimizar computacionalmente la geometría del punzón, los radios de entrada del troquel y los perfiles BHF. Para aleación de aluminio Para componentes con curvatura compleja, la simulación puede reducir las iteraciones de pruebas físicas entre un 40% y un 60%, comprimiendo significativamente los plazos de desarrollo de troqueles.
Una vez que las matrices entran en producción en masa, los sistemas de monitoreo inteligentes mantienen la estabilidad del proceso a lo largo de miles de carreras por turno. Los sensores de emisión acústica detectan la aparición de irritaciones o rayaduras en la superficie antes de que se vuelvan visibles. Los conjuntos de galgas extensométricas en la estructura del troquel rastrean la fuerza de formación en tiempo real, señalando desviaciones que indican variación del material en bruto o descomposición del lubricante. Los sistemas de visión realizan una inspección óptica 100% de las piezas extraídas inmediatamente después de la expulsión, midiendo las dimensiones críticas con respecto a los valores nominales CAD y marcando automáticamente las piezas fuera de tolerancia para su extracción antes de que lleguen al ensamblaje posterior.
Esta integración de simulación y monitoreo en prensa refleja una transición industrial más amplia: troqueles de embutición profunda ya no son herramientas pasivas sino componentes activos de un sistema de fabricación basado en datos. Para los fabricantes de automóviles y vehículos eléctricos comprometidos con objetivos de producción sin defectos, invertir en diseños de matrices validados por simulación y herramientas de producción equipadas con sensores no es una opción premium: es un requisito básico competitivo a medida que la industria acelera su cambio hacia el aligeramiento con tecnologías avanzadas. aleación de aluminio materiales.
Piezas estampadas de metal son componentes fabricados aplicando fuerza controlada a través de troqueles y punzones a láminas metálicas planas, transformando la materia prima en elementos estructurales y funcionales con formas precisas a través de operaciones que incluyen corte, perforación, doblado, embutición y acuñación. A diferencia del mecanizado, que elimina material para lograr geometría, el estampado desplaza y forma el metal, sin generar prácticamente desperdicio de material en la etapa de corte y permitiendo tiempos de ciclo medidos en fracciones de segundo por pieza. La combinación de velocidad, repetibilidad y consistencia dimensional hace que el estampado de metal sea el proceso de fabricación dominante dondequiera que se requieran grandes volúmenes de componentes de chapa metálica.
La precisión es la característica definitoria que separa el estampado de grado industrial del trabajo de chapa metálica. En aplicaciones como electrónica de consumo, ensamblajes de automóviles y electrodomésticos, los componentes estampados deben cumplir tolerancias tan estrictas como ±0,05 mm en dimensiones críticas, con desviaciones de planitud controladas a menos de 0,1 mm en toda la superficie de la pieza. Lograr estas especificaciones de manera consistente en series de producción de cientos de miles de piezas exige herramientas de matriz progresivas diseñadas con precisión a nivel de micras, sistemas de prensa servoaccionados con monitoreo de tonelaje en tiempo real e inspección por visión en línea capaz de detectar la altura de las rebabas, la desviación de la posición del orificio y los defectos de la superficie a la velocidad de producción.
Los materiales procesados en la estampación de metales abarcan un amplio espectro. El acero laminado en frío (SPCC, DC01), la lámina electrogalvanizada, el acero galvanizado en caliente, los grados de acero inoxidable 304 y 430, las aleaciones de aluminio 1050 y 5052, las aleaciones de cobre y el cobre berilio se estampan de forma rutinaria según los requisitos mecánicos, de resistencia a la corrosión y de conductividad de la aplicación de destino. La selección del material afecta directamente la tasa de desgaste del troquel, el comportamiento de recuperación elástica, la calidad del acabado de la superficie y los procesos de acabado posteriores (enchapado, anodizado, recubrimiento en polvo) que requerirá el estampado terminado.
Piezas de estampado electrónico representan uno de los segmentos técnicamente más exigentes de la industria del estampado de metales. Los componentes producidos para conjuntos de placas de circuito impreso, conectores, terminales, latas de blindaje EMI, contactos de batería, carcasas de interruptores y soportes de sensores deben combinar precisión dimensional submilimétrica con propiedades de rendimiento eléctricas, térmicas y mecánicas específicas, todo dentro de las severas limitaciones de costos de los mercados competitivos de electrónica de consumo.
Los terminales de conector y los resortes de contacto se encuentran entre las piezas de estampado electrónico más difíciles de fabricar. Producidas a partir de tiras de bronce fósforo, cobre berilio o latón en espesores de 0,1 mm a 0,5 mm, estas piezas requieren troqueles progresivos de varias etapas que simultáneamente cortan el perfil, forman la geometría del resorte y acuñan la superficie de contacto en una sola pasada de prensa. La fuerza de contacto, la durabilidad del ciclo de inserción/retirada y la resistencia de contacto (generalmente requerida por debajo de 10 mΩ después de 1000 ciclos de inserción) se validan mediante protocolos de prueba específicos de la aplicación en lugar de certificados de materiales genéricos.
Las latas de protección EMI son piezas de estampado electrónico de paredes delgadas formadas a partir de alpaca, acero laminado en frío o láminas de acero inoxidable con espesores de 0,15 a 0,3 mm. Su función es contener las emisiones de radiofrecuencia de los módulos de procesador de alta velocidad, los circuitos integrados de comunicación inalámbrica y los circuitos de administración de energía en placas de circuito impreso densamente pobladas. La precisión dimensional del perímetro y la altura de la lata es fundamental: los espacios que superan los 0,1 mm en la brida del asiento crean aberturas que comprometen la efectividad del blindaje entre 10 y 20 dB en frecuencias superiores a 1 GHz, lo que degrada directamente el rendimiento de la radio del dispositivo y puede causar fallas en la certificación regulatoria.
Los resortes de contacto de la batería en dispositivos portátiles deben ofrecer una fuerza de contacto constante durante todo el ciclo de vida de inserción y extracción de la batería, generalmente entre 500 y 1000 ciclos para dispositivos de consumo. Las piezas de estampado electrónico de esta categoría se producen a partir de acero inoxidable o bronce fosforado con un revestimiento de oro o níquel aplicado a la punta de contacto. La geometría del resorte (en voladizo, enrollado o plegado) se optimiza mediante la simulación de elementos finitos durante el diseño de la herramienta para garantizar que la fuerza de contacto permanezca dentro de la ventana especificada (normalmente de 1 a 3 N) en toda la pila de tolerancia dimensional de la celda de la batería y la carcasa.
Piezas de estampado para portátiles operan bajo un conjunto único de restricciones que los distinguen de las piezas de estampado electrónico generales. El incesante impulso hacia diseños de portátiles más delgados y livianos (con espesores de chasis ahora regularmente inferiores a 14 mm y pesos totales del sistema inferiores a 1 kg) exige componentes estampados que ofrezcan la máxima rigidez estructural con un espesor de material mínimo, mientras se ajustan dentro de los sobres de ensamblaje medidos en décimas de milímetro.
El soporte de bisagra es una de las piezas de estampado para portátiles con mayores exigencias mecánicas en cualquier diseño de portátil. Formados a partir de acero inoxidable de alta resistencia o acero laminado en frío con una resistencia a la tracción superior a 600 MPa, los soportes de bisagra deben soportar la carga de fatiga cíclica de las operaciones de apertura y cierre de la tapa (normalmente nominal de 20 000 a 30 000 ciclos en portátiles de calidad comercial) sin deformación permanente ni agrietamiento de la superficie. El estampado progresivo seguido del acuñado en las ubicaciones de los orificios de las bisagras garantiza que el diámetro del orificio y la precisión posicional cumplan con los requisitos de ajuste de interferencia del conjunto del pasador de pivote de la bisagra.
Los soportes de refuerzo del chasis interno, los separadores de montaje de la placa base, los clips de retención del módulo térmico y los marcos de soporte de la placa posterior del teclado son categorías adicionales de piezas estampadas para portátiles donde la gestión del apilamiento dimensional es fundamental. Con tolerancias de ensamblaje a nivel del sistema medidas en fracciones de milímetro, cada estampado debe alcanzar consistentemente su ventana de tolerancia individual (generalmente ±0,1 mm en posiciones de orificios y ±0,05 mm en ajustes críticos) para permitir el ensamblaje robótico sin ajuste manual. A estas piezas se les aplican tratamientos superficiales que incluyen niquelado no electrolítico, óxido negro y revestimiento de conversión química para cumplir con los requisitos de resistencia a la corrosión y conductividad de conexión a tierra.
Las piezas estampadas de electrodomésticos sirven como esqueleto estructural y funcional central de refrigeradores, lavadoras, aires acondicionados y hornos microondas. A diferencia de los productos electrónicos de consumo, donde la vida útil de un producto es típica de tres a cinco años, los principales electrodomésticos están diseñados para un funcionamiento continuo de diez a quince años en ambientes domésticos que incluyen humedad, ciclos de temperatura, vibración y exposición química a agentes de limpieza. Los componentes metálicos estampados del interior de estos productos deben cumplir con esta expectativa de durabilidad.
La selección de materiales para piezas estampadas de electrodomésticos refleja este requisito de larga vida útil. La lámina de acero galvanizada (en caliente o electrogalvanizada) proporciona protección contra la corrosión en paneles interiores y componentes del chasis expuestos a condensación y agentes de limpieza. El acero inoxidable grado 430 se especifica para superficies exteriores visibles y componentes internos del tambor en lavadoras donde la apariencia cosmética y la resistencia a las manchas son requisitos primordiales. La lámina de aleación de aluminio, normalmente 3003 o 5052, se utiliza en aletas de intercambiadores de calor y paneles frontales decorativos donde la reducción de peso y la compatibilidad con el anodizado son prioridades.
Dentro del conjunto de electrodomésticos, las piezas estampadas de electrodomésticos realizan tres funciones estructurales principales. Los soportes de montaje del motor fijan los motores internos (compresores en refrigeradores, motores de accionamiento en lavadoras, motores de ventiladores en unidades interiores de aire acondicionado) al marco del electrodoméstico con suficiente rigidez para aislar la vibración y evitar fallas por fatiga en las ubicaciones de los sujetadores durante la vida útil del producto. Los estampados del chasis forman el esqueleto de carga que sostiene el cuerpo del electrodoméstico, soporta el peso de los componentes internos y proporciona la referencia dimensional a partir de la cual se hacen referencia todas las operaciones de ensamblaje. Las piezas de conexión unen los principales subconjuntos, transfiriendo cargas mecánicas entre el marco estructural, las bisagras de las puertas, las estructuras de montaje del panel de control y los soportes de enrutamiento de tuberías o mazos de cables.
Se llevan a cabo estrictos controles de calidad durante la producción de piezas estampadas de electrodomésticos para satisfacer las demandas de larga vida útil de los electrodomésticos. Los siguientes parámetros de inspección se verifican rutinariamente en la inspección entrante, en los puntos de control durante el proceso y en la aceptación final:
Los tres segmentos principales (piezas estampadas de metal en general, piezas estampadas electrónicas, piezas estampadas para portátiles y piezas estampadas para electrodomésticos) comparten el mismo proceso de fabricación principal, pero difieren significativamente en el grado del material, la tolerancia dimensional, el acabado de la superficie y los requisitos del entorno de servicio. La siguiente tabla resume las diferencias clave para respaldar las decisiones de especificación y abastecimiento:
| Atributo | Piezas de estampado electrónico | Piezas de estampado para portátiles | Piezas de estampado de electrodomésticos |
|---|---|---|---|
| Espesor típico del material | 0,1 – 0,5 milímetros | 0,3 – 1,0 milímetros | 0,5 – 2,5 mm |
| Materiales clave | Bronce fosforado, cobre berilio, alpaca | Acero inoxidable de alta resistencia, acero laminado en frío. | Acero galvanizado, acero inoxidable 430, aleación de aluminio. |
| Tolerancia dimensional | ±0,02 – ±0,05 mm | ±0,05 – ±0,10 mm | ±0,10 – ±0,30 mm |
| Enfoque primario en el desempeño | Conductividad, fuerza de contacto, atenuación EMI. | Vida a fatiga, rigidez, minimización de peso. | Resistencia a la corrosión, capacidad de carga estructural. |
| Tratamiento superficial | Chapado en oro, niquelado, estañado | Níquel no electrolítico, óxido negro, conversión química. | Galvanizado en caliente, recubrimiento en polvo, anodizado |
| Vida útil del diseño | 3 – 5 años (ciclo de consumo) | 3 – 7 años | 10 – 15 años |

Seleccionar un proveedor de estampado capaz requiere evaluar la infraestructura técnica, los sistemas de gestión de calidad y la capacidad de producción en paralelo. La cotización de precio unitario más bajo de un proveedor sin capacidad de herramientas validada, equipo de inspección en proceso y control de tratamiento de superficie producirá consistentemente un costo total más alto a través de retrabajo, paradas de línea y devoluciones de campo. Los siguientes criterios proporcionan un marco de evaluación estructurado:
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. Todos los derechos reservados. Empresa de estampación de metal embutido profundo