- Envíenos un correo electrónico: [email protected]
- Llámenos al: +86-139 1308 8972
 English
English Español
Español Deutsch
Deutsch
Noticias de la industria
Inicio / Noticias / Noticias de la industria / Estampación de piezas metálicas para automoción y electrodomésticos: procesos, materiales y estándares de calidad
Estampación de piezas metálicas para automoción y electrodomésticos: procesos, materiales y estándares de calidad
2026-03-16
Contenido
- 1 ¿Qué es la fabricación de estampado?
- 2 Procesos centrales dentro de la fabricación de estampado
- 3 Piezas de estampado de metal en la fabricación de electrodomésticos
- 4 Piezas de estampado de metal en aplicaciones automotrices
- 5 Selección de materiales para piezas de estampado de metal
- 6
- 7
- 8 Control de Calidad en la Fabricación de Estampación
- 9 Por qué la fabricación por estampado sigue siendo la opción preferida
¿Qué es la fabricación de estampado?
La fabricación por estampado es un proceso de trabajo de metales por conformado en frío en el que se introduce chapa plana en una prensa de estampado equipada con un juego de troqueles personalizado y se aplica fuerza mecánica o hidráulica para cortar, doblar, estirar o estampar el material en una forma definida con precisión. El proceso abarca una amplia familia de operaciones (corte, perforación, conformado, embutición profunda, acuñación y estampado progresivo), cada una de ellas adaptada a diferentes geometrías, espesores de material y volúmenes de producción. Lo que une a todas estas operaciones es la ventaja fundamental del estampado: la capacidad de producir grandes cantidades de piezas estampadas de metal dimensionalmente consistentes a alta velocidad y bajo costo unitario, con un desperdicio mínimo de material en comparación con los métodos de mecanizado sustractivo.
moderno fabricación de estampado Se basa en prensas hidráulicas y servoaccionadas que varían entre 20 y más de 2000 toneladas de fuerza, combinadas con herramientas de precisión fabricadas con tolerancias medidas en micrómetros. El software de simulación y diseño de matrices asistido por computadora permite a los ingenieros predecir el flujo, la recuperación elástica y el adelgazamiento del metal antes de cortar una sola pieza de acero, lo que reduce drásticamente los ciclos de desarrollo de herramientas y las tasas de rechazo del primer artículo. El resultado es una disciplina de fabricación capaz de ofrecer piezas estampadas de metal que cumplan con los exigentes requisitos dimensionales y estructurales de sectores tan diversos como la electrónica de consumo, los electrodomésticos y la ingeniería automotriz.
Procesos centrales dentro de la fabricación de estampado
Comprender las operaciones específicas que constituyen la fabricación por estampado ayuda a los ingenieros de adquisiciones y diseñadores de productos a seleccionar el enfoque más rentable para una geometría de componente y un volumen de producción determinados. Cada una de las principales categorías de procesos conlleva distintos requisitos de herramientas y características de salida.
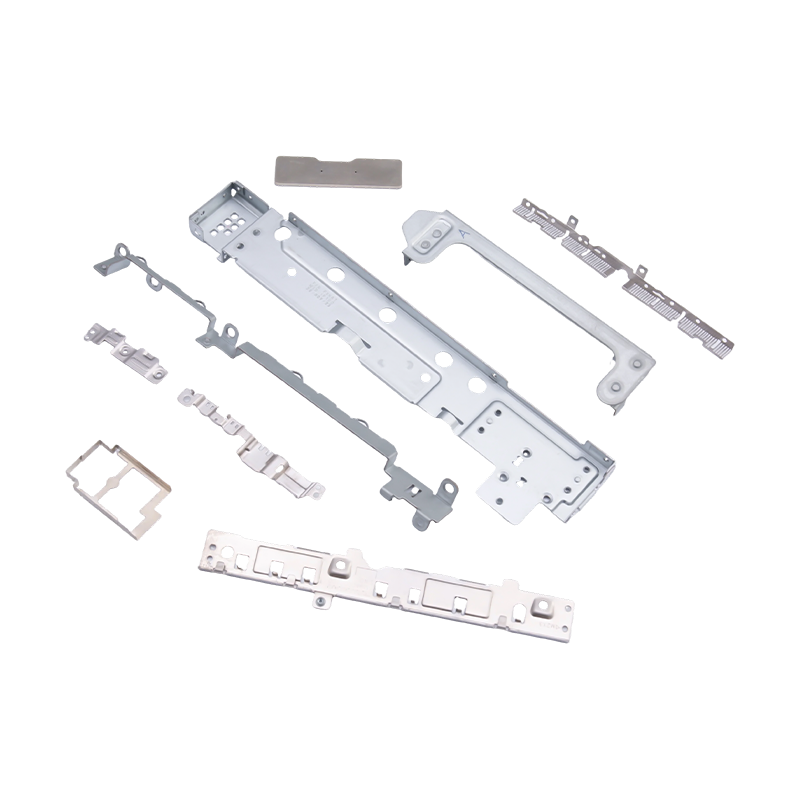
Estampación progresiva
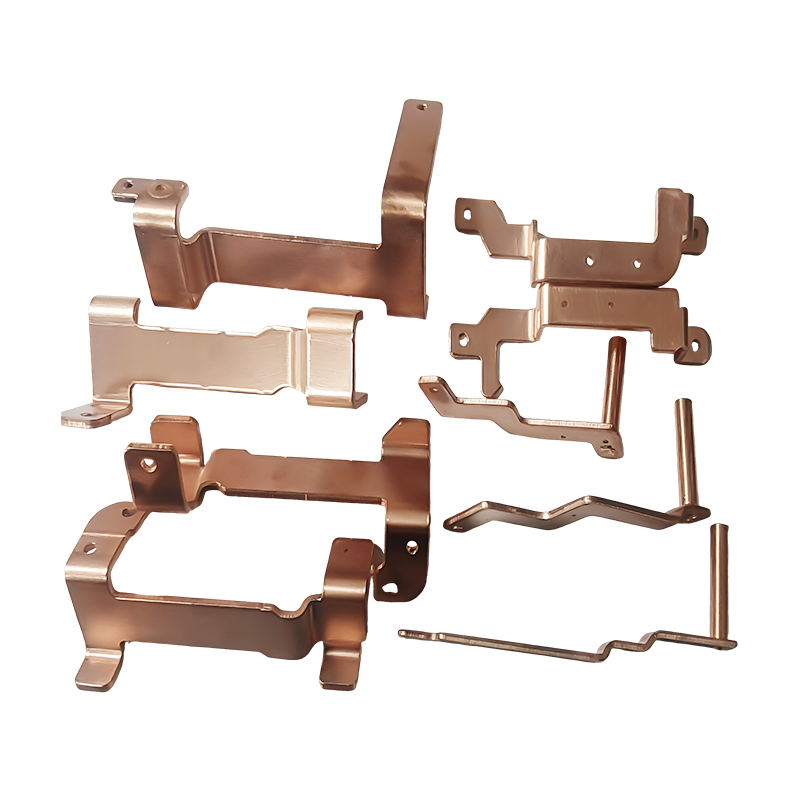
El estampado progresivo alimenta una tira de metal a través de una serie de estaciones dentro de un único juego de matrices, cada estación realiza una operación (perforación, muescas, doblado o conformado) a medida que avanza la tira. Cuando la tira sale de la estación final, las piezas metálicas estampadas completamente formadas se separan de la tira portadora y se recogen. Este enfoque es muy eficiente para piezas pequeñas y medianas producidas en volúmenes muy altos, como conectores de terminales, clips de soporte y hardware de montaje de electrodomésticos, porque toda la secuencia se ejecuta a la velocidad de la prensa sin manipulación manual de piezas entre operaciones.
Embutición profunda
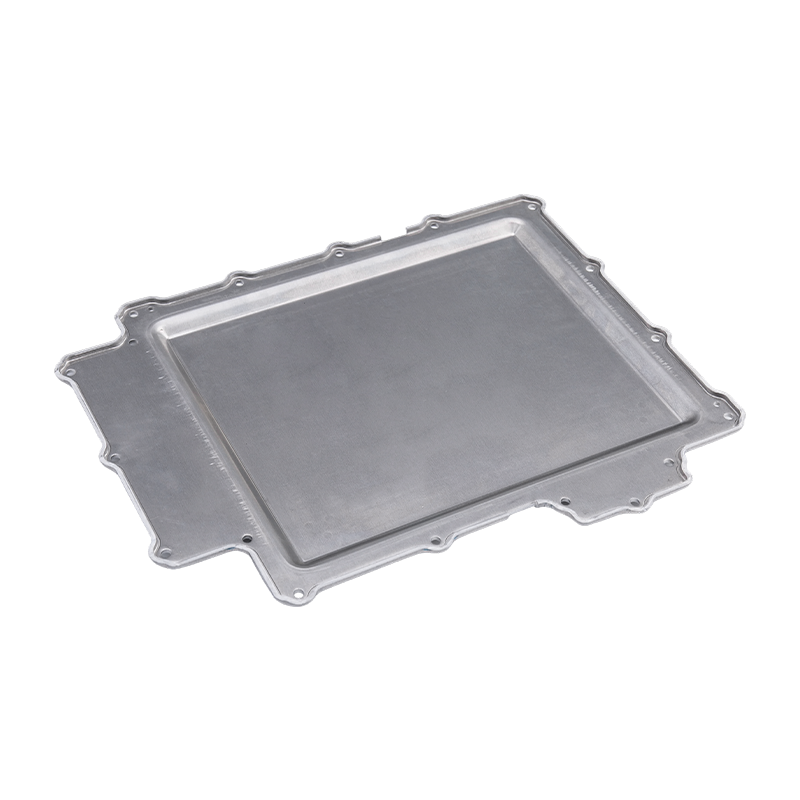
La embutición profunda convierte una pieza metálica plana en una carcasa hueca y sin costuras presionándola en la cavidad de un troquel con un punzón. El proceso es fundamental para la producción de componentes cilíndricos y en forma de caja, incluidos soportes para bañeras interiores de lavadoras, latas de bebidas y carcasas de tanques de combustible para automóviles. La selección del material es fundamental en la embutición profunda: el metal debe exhibir suficiente ductilidad y relaciones de formación favorables para sufrir la gran deformación plástica requerida sin desgarrarse ni arrugarse. El acero con bajo contenido de carbono, las aleaciones de aluminio y el acero inoxidable son los materiales embutidos más comúnmente en aplicaciones de estampado de electrodomésticos y automóviles.
Supresión fina
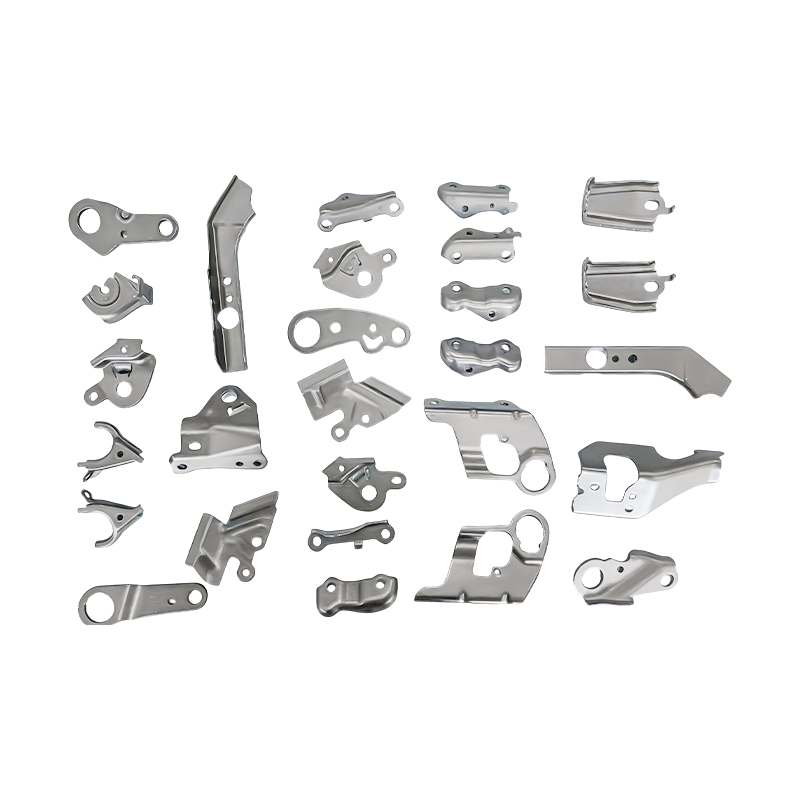
El corte fino es un proceso de estampado especializado que produce piezas con bordes cortados de suavidad y planitud excepcionales, eliminando las operaciones de acabado secundario que requiere el corte convencional. Al aplicar una contrapresión y una fuerza de anillo de estaca simultáneamente con la fuerza de corte, el corte fino mantiene el material en un estado de tensión de compresión durante todo el proceso de corte, produciendo superficies de corte que son lisas en casi todo el espesor del material. Esto hace que el corte fino sea el proceso preferido para los componentes de las pinzas de freno y los soportes de los asientos en aplicaciones automotrices, donde la calidad de los bordes afecta directamente la vida útil a la fatiga y el ajuste del ensamblaje.
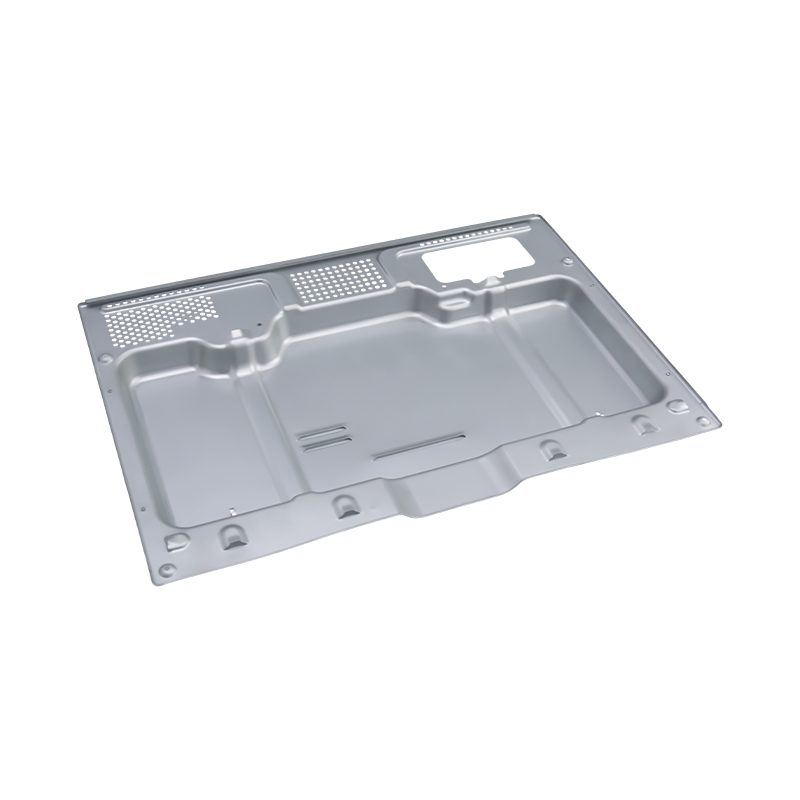
Piezas de estampado de metal en la fabricación de electrodomésticos
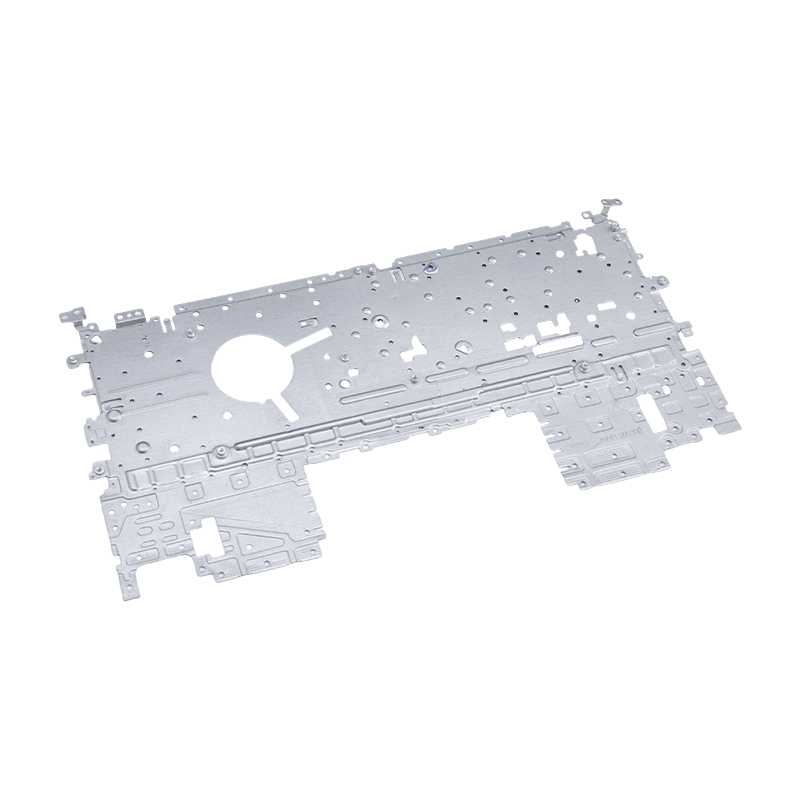
Los electrodomésticos representan uno de los ámbitos de aplicación de mayor volumen para piezas estampadas de metal. La combinación de complejidad estructural, requisitos de consistencia dimensional y sensibilidad a los costos en la fabricación de electrodomésticos se alinea precisamente con lo que ofrece la fabricación por estampado. En todas las categorías de productos, los componentes estampados manejan funciones de soporte de carga, alineación y gabinete que definen la confiabilidad a largo plazo del dispositivo.
En los refrigeradores, los marcos de las puertas producidos mediante perfilado y estampado progresivo proporcionan el perímetro rígido que soporta el peso de la puerta, mantiene las superficies de sellado de las juntas y se adapta a los puntos de fijación de las bisagras. La precisión dimensional en estos marcos afecta directamente la alineación de la puerta y la eficiencia energética: un marco de puerta que está fuera de tolerancia incluso por una fracción de milímetro puede producir una fuga en la junta que aumenta la frecuencia del ciclo del compresor y el consumo de energía. Los soportes de la tina interior de la lavadora, generalmente fabricados con láminas de acero galvanizado o inoxidable, deben soportar cargas de desequilibrio de rotación de alta velocidad y ciclos térmicos repetidos sin fallar por fatiga. Los paneles del chasis del aire acondicionado forman el esqueleto estructural de la unidad exterior, manteniendo los compresores, ventiladores e intercambiadores de calor en una relación espacial precisa mientras resisten la vibración y la exposición a la intemperie.
El espesor constante y las estrechas tolerancias de las piezas estampadas de metal reducen los espacios de ensamblaje en todas estas aplicaciones, simplificando el proceso de ensamblaje final, reduciendo la necesidad de sujetadores ajustables u operaciones de calce y mejorando la calidad cosmética del producto terminado.
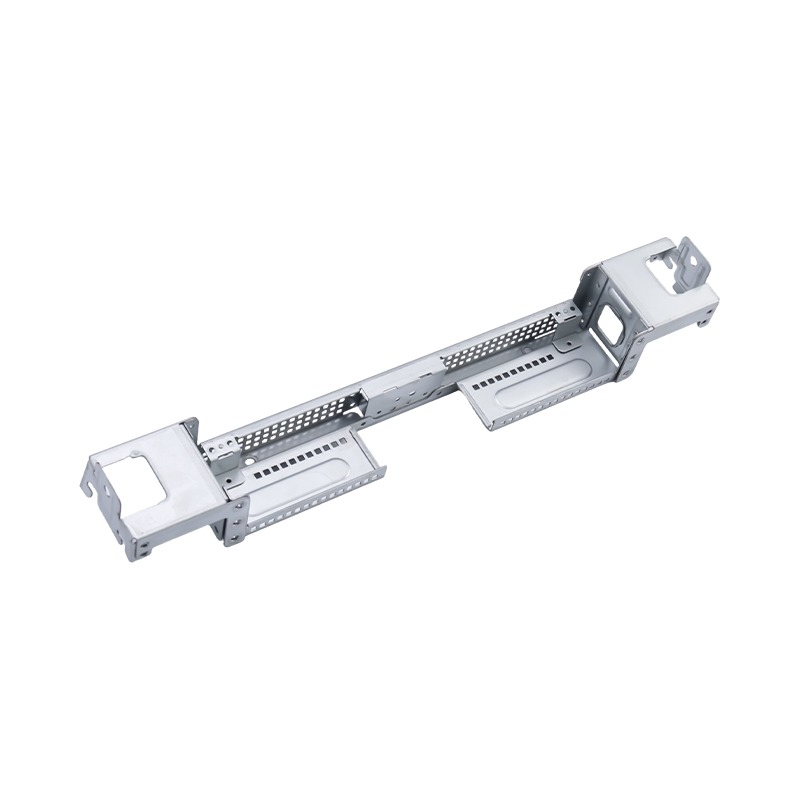
Piezas de estampado de metal en aplicaciones automotrices
La industria automotriz es el mayor consumidor de piezas estampadas de metal a nivel mundial, y un vehículo de pasajeros típico contiene varios cientos de componentes estampados individuales que van desde paneles de carrocería medidos en metros cuadrados hasta componentes de frenos de precisión medidos en milímetros. La fabricación de estampado automotriz opera bajo los estándares de propiedades mecánicas y dimensionales más rigurosos de cualquier aplicación comercial, porque las consecuencias de la falla de los componentes se extienden a la seguridad de los pasajeros y al cumplimiento normativo.
Los refuerzos de los paneles de la carrocería (los miembros estructurales internos que endurecen los revestimientos de las puertas, los paneles del techo y los conjuntos del capó) se producen mediante una combinación de operaciones de embutición profunda, conformado por estiramiento y reencendido. Estos componentes deben lograr una geometría de contorno precisa para garantizar un ajuste correcto con los paneles exteriores y un posicionamiento preciso de las bridas de soldadura para el ensamblaje de la carrocería en blanco. El acero de alta resistencia y calidades avanzadas de acero de alta resistencia se utilizan cada vez más en los refuerzos de la carrocería para lograr la absorción de energía necesaria en caso de impacto con un espesor y peso del material reducidos.
Los soportes de los asientos son otra categoría crítica de piezas estampadas de metal para automóviles. Estos componentes anclan la estructura del asiento al piso del vehículo y deben soportar las cargas estáticas y dinámicas definidas por las normas de protección contra choques de los ocupantes. Los componentes del soporte del asiento, finamente troquelados o estampados con precisión, brindan la calidad de los bordes y la planitud necesarias para lograr un torque constante en los pernos y una fuerza de sujeción confiable en las juntas durante toda la vida útil del vehículo. Los componentes de la pinza de freno, incluidos los soportes de la pinza y las placas de anclaje, se producen con la precisión dimensional que garantiza la alineación correcta de las pastillas, su desgaste uniforme y un rendimiento de frenado predecible en todo el rango de temperaturas de funcionamiento.
Selección de materiales para piezas de estampado de metal
El rendimiento de las piezas estampadas de metal es inseparable del material del que están formadas. La fabricación por estampado es compatible con una amplia gama de metales y aleaciones, y seleccionar el material óptimo requiere equilibrar la formabilidad, las propiedades mecánicas, la resistencia a la corrosión y el costo.
| Materiales | Propiedades clave | Aplicaciones típicas |
| Acero bajo en carbono (DC01/DC04) | Excelente formabilidad, bajo costo. | Chasis, soportes y carcasas de electrodomésticos. |
| Acero de alta resistencia (HSLA) | Alto límite elástico, buena soldabilidad. | Refuerzos de paneles de carrocería, estructuras de asientos. |
| Acero inoxidable (304/430) | Resistencia a la corrosión, acabado superficial. | Cubas para lavadoras, paneles para electrodomésticos |
| Aleación de aluminio (5052/6061) | Ligero, resistente a la corrosión | Piezas de carrocería de automóviles, disipadores de calor |
| Acero Galvanizado | Revestimiento de zinc, durabilidad en exteriores. | Chasis de aire acondicionado, soportes para exteriores. |

Control de Calidad en la Fabricación de Estampación
Mantener la consistencia dimensional en tiradas de producción de gran volumen es el desafío central de calidad en la fabricación de estampado. El desgaste de la matriz, la variación del lote de material, la inconsistencia de la lubricación y la deflexión del lecho de la prensa pueden introducir una desviación dimensional con el tiempo, lo que hace que la medición sistemática y el monitoreo del proceso sean esenciales para producir piezas de estampado de metal que permanezcan dentro de las especificaciones a lo largo de miles o millones de ciclos.
Los principales fabricantes de estampado implementan un sistema de calidad en capas que combina detección interna, control estadístico de procesos e inspección de máquinas de medición por coordenadas. Las prácticas clave de control de calidad incluyen:
- Inspección del Primer Artículo (FAI): Verificación dimensional completa de las primeras piezas de producción frente a los planos de ingeniería antes de lanzar la producción en volumen.
- Muestreo en proceso: Medición periódica de dimensiones críticas en intervalos de producción definidos para detectar el desgaste de las herramientas o la desviación del proceso antes de que se acumulen piezas fuera de tolerancia.
- Verificación de la MMC: Las máquinas de medición por coordenadas proporcionan datos tridimensionales para superficies formadas complejas que no se pueden verificar con medidores manuales.
- Inspección de superficies y bordes: Inspección visual y táctil en busca de rebabas, grietas, arrugas y defectos superficiales que afecten el ajuste del ensamblaje o la vida útil a la fatiga.
- Revisión de certificación de materiales: Los certificados de prueba de materiales entrantes se verifican según los requisitos de especificación de resistencia a la tracción, límite elástico, alargamiento y peso del recubrimiento.
Por qué la fabricación por estampado sigue siendo la opción preferida
A pesar de la aparición de tecnologías de conformado alternativas, incluido el corte por láser, el hidroconformado y la fabricación aditiva, la fabricación por estampado conserva su posición dominante en la producción de componentes metálicos en gran volumen por razones convincentes y duraderas. La economía del estampado es fundamentalmente favorable a escala: una vez que se amortiza la inversión en herramientas, el costo por pieza de una pieza metálica estampada suele ser una fracción de lo que cualquier proceso alternativo puede lograr en volúmenes equivalentes. Las velocidades de prensa de cientos de golpes por minuto, combinadas con la alimentación de bobinas y el manejo de piezas automatizados, permiten tasas de producción que ningún otro proceso de conformado de metales de precisión puede igualar.
Más allá de la economía, las propiedades mecánicas de las piezas metálicas estampadas se ven mejoradas por el efecto de trabajo en frío inherente al proceso de estampado. La deformación plástica durante el conformado aumenta la dureza y el límite elástico del material en las regiones deformadas a través del endurecimiento por trabajo, produciendo piezas terminadas con mejor rendimiento mecánico que la lámina original. Este efecto es particularmente valioso en componentes estructurales de automóviles donde la relación resistencia-peso es un factor principal de diseño. Para los fabricantes de los sectores de electrodomésticos y automoción que buscan componentes fiables, rentables y dimensionalmente precisos, la fabricación por estampado sigue siendo la base indiscutible de las modernas cadenas de suministro de componentes metálicos.
Publicación anterior
Guía de piezas de estampado y dibujo de metal
Siguiente publicación
¿Cuáles son las diferencias clave entre el microestampado y las piezas electrónicas estándar?
Nuestro Productos.





¡Comience su negocio con un fabricante OEM aquí mismo!
¡Proporcionar a los clientes globales soluciones completas llave en mano a través de innovación!
ENLACES RÁPIDOS
ACERCA DE NOSOTROS
INFORMACIÓN DE CONTACTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N.º 118, calle Yexin, Zona de Desarrollo Económico de Wujiang, Suzhou, China
N.º 118, calle Yexin, Zona de Desarrollo Económico de Wujiang, Suzhou, China
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. Todos los derechos reservados. Empresa de estampación de metal embutido profundo
