- Envíenos un correo electrónico: [email protected]
- Llámenos al: +86-139 1308 8972
 English
English Español
Español Deutsch
Deutsch
Noticias de la industria
Guía de piezas de estampado y dibujo de metal
2026-03-23
Contenido
- 1 ¿Qué son las piezas estampadas de metal y cómo se fabrican?
- 2 Productos de piezas de trefilado de metales: principios y capacidades del proceso
- 3 Materialeses utilizados en operaciones de estampado y embutición de metales.
- 4 Piezas de estampado de metal en la fabricación de electrodomésticos
- 5 Aplicaciones automotrices: seguridad, precisión y rendimiento
- 6 Control de Calidad y Gestión de Tolerancias en la Producción de Estampación
¿Qué son las piezas estampadas de metal y cómo se fabrican?
Piezas estampadas de metal son componentes metálicos formados con precisión que se producen aplicando fuerza controlada a través de una prensa de estampado para deformar la lámina de metal en una forma definida utilizando matrices de acero endurecido para herramientas. El proceso abarca una familia de operaciones (cortado, perforación, doblado, conformado, acuñado y estampado) que pueden realizarse individualmente en troqueles de una sola etapa o combinarse en troqueles progresivos o de transferencia que completan múltiples operaciones en una sola carrera de prensa. El resultado es un componente con geometría consistente, tolerancias dimensionales estrictas y características de acabado superficial que están determinadas completamente por el diseño del troquel y no por la habilidad del operador, lo que hace que el estampado sea uno de los procesos de conformado de metales más repetibles y escalables disponibles para los fabricantes.
La economía de las piezas estampadas de metal está impulsada por la amortización de los troqueles en grandes volúmenes de producción. Una vez realizada la inversión en herramientas, el costo por pieza de los componentes estampados disminuye rápidamente con el volumen, lo que convierte al estampado en el proceso de conformado dominante para cualquier aplicación que requiera miles o millones de componentes metálicos idénticos. Para los fabricantes de electrodomésticos que producen millones de unidades al año y los OEM automotrices con modelos de cientos de miles, la ventaja del costo por pieza del estampado sobre el mecanizado o la fundición es decisiva. La geometría del troquel mantiene automáticamente un espesor constante y tolerancias estrictas, lo que elimina la variabilidad dimensional que requiere inspección y clasificación manual en métodos de fabricación menos precisos.
Productos de piezas de trefilado de metales: principios y capacidades del proceso
Los productos de piezas de trefilado de metal se producen mediante embutición profunda, un subproceso de estampado en el que una pieza de chapa plana se estira radialmente hacia un troquel de formación mediante la acción mecánica de un punzón, creando un componente hueco y sin costuras con una profundidad que excede su diámetro. La embutición profunda es el proceso detrás de latas, vasos, carcasas, carcasas y recintos cilíndricos en prácticamente todas las industrias manufactureras. A diferencia de las operaciones de doblado o corte que cortan o doblan el material, la embutición profunda deforma plásticamente el metal al provocar un flujo controlado de material desde el área de la brida hacia la cavidad del troquel, convirtiendo la lámina plana en una forma tridimensional sin remoción de material.
La calidad de los productos de piezas de trefilado de metal depende de la gestión precisa de varios parámetros del proceso que interactúan: fuerza del soporte de la pieza en bruto, velocidad del punzón, lubricación, ductilidad del material y relación de estiramiento (la relación entre el diámetro de la pieza en bruto y el diámetro del punzón). Exceder la relación de estiramiento límite del material sin recocido intermedio provoca arrugas, desgarros o falta de uniformidad en el espesor de la pared que inutiliza la pieza. Las operaciones modernas de embutición profunda utilizan la simulación de elementos finitos durante el diseño de matrices para predecir el flujo de material y optimizar los parámetros del proceso antes de cortar cualquier herramienta, lo que reduce significativamente el tiempo de desarrollo y los desechos asociados con los enfoques empíricos de prueba y error.
Diferencias clave entre estampado y embutición profunda
- Geometría de la pieza — Las piezas de estampado de metal suelen ser componentes planos o de forma poco profunda que se producen con una sola pasada de prensa, mientras que los productos de piezas de embutición de metal son carcasas tridimensionales huecas producidas mediante un flujo progresivo de material a lo largo de una o varias etapas de embutición.
- Estado de tensión del material — El estampado somete principalmente al material a tensiones de tracción, compresión o flexión en el plano de la lámina. La embutición profunda crea un estado de tensión biaxial complejo (tracción en la pared, compresión en la brida) que requiere materiales con alto alargamiento y bajas relaciones entre límite elástico y resistencia a la tracción para un conformado exitoso.
- Complejidad de herramientas — Los troqueles de embutición profunda requieren un control preciso del espacio libre entre el punzón y el troquel, sistemas de soporte de piezas en bruto y, a menudo, múltiples etapas de reestirado para componentes profundos, lo que hace que las herramientas sean más complejas y costosas que las matrices de estampado de volumen equivalente para piezas de forma plana.
- Requisitos de acabado superficial — Los productos de piezas de trefilado de metal utilizados en aplicaciones visibles, como carcasas de electrodomésticos o envases de cosméticos, requieren un manejo cuidadoso de la lubricación y un acabado de la superficie del troquel para evitar marcas de herramientas, irritación y textura de piel de naranja en la superficie trefilada.
Materialeses utilizados en operaciones de estampado y embutición de metales.
Selección de materiales para piezas de estampado de metal y productos de piezas de dibujo de metal es una de las decisiones más importantes en el proceso de desarrollo de componentes. El material elegido debe satisfacer los requisitos de propiedades mecánicas de la aplicación, las demandas de conformabilidad del proceso de estampado o embutición, los requisitos de acabado superficial de la pieza terminada y las limitaciones de costos del programa de fabricación. Los siguientes materiales representan la gran mayoría de los componentes estampados y trefilados en todos los sectores industriales.
| Material | Propiedades clave | Aplicaciones típicas |
| Acero con bajo contenido de carbono (DC01–DC06) | Excelente conformabilidad, bajo costo, soldable. | Paneles de electrodomésticos, soportes, refuerzos de carrocería. |
| Acero de alta resistencia (HSS/AHSS) | Alto límite elástico, absorción de energía de choque | Componentes estructurales y de seguridad para automoción. |
| Acero galvanizado / electrogalvanizado | Resistencia a la corrosión, pintable. | Cubas para lavadoras, armazones para refrigeradores |
| Acero inoxidable (304, 430) | Resistencia a la corrosión, superficie higiénica. | Revestimientos interiores para electrodomésticos, equipos alimentarios. |
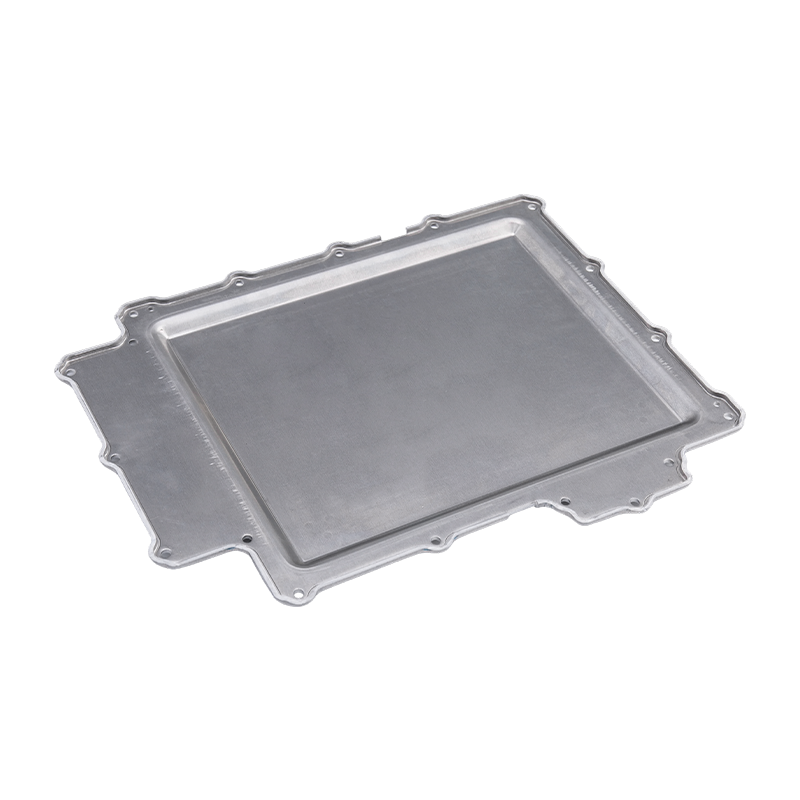
| Aleación de aluminio (1xxx, 3xxx, 5xxx) | Ligero, resistente a la corrosión | Paneles de carrocería de automóviles, intercambiadores de calor. |
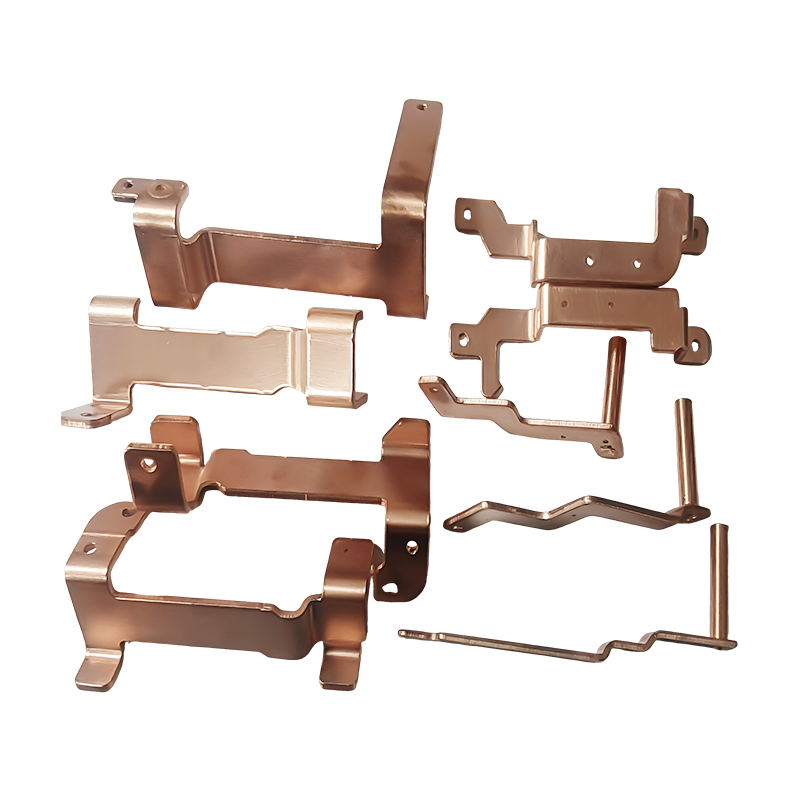
| Cobre y latón | Conductividad eléctrica, formabilidad. | Contactos eléctricos, conectores, terminales. |
Piezas de estampado de metal en la fabricación de electrodomésticos
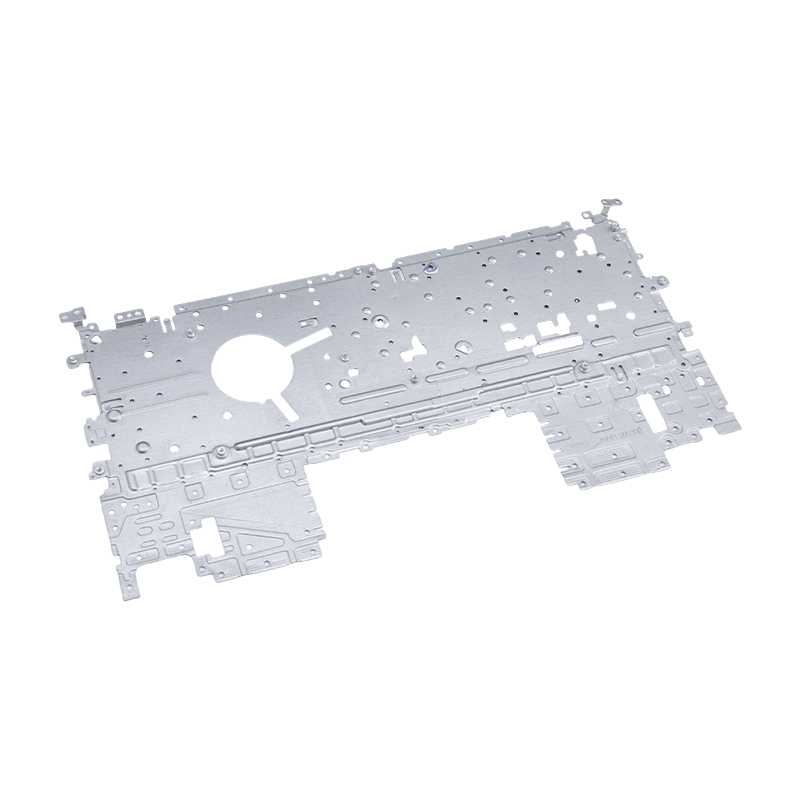
La fabricación de electrodomésticos es uno de los sectores de aplicación más grandes y exigentes para piezas estampadas de metal. Cada categoría importante de electrodomésticos (refrigeradores, lavadoras, aires acondicionados, lavavajillas y aparatos de cocina) contiene entre docenas y cientos de componentes estampados que desempeñan funciones estructurales, funcionales y estéticas simultáneamente. La consistencia dimensional que ofrece el estampado es esencial en el ensamblaje de electrodomésticos, donde los componentes de múltiples proveedores deben encajar dentro de estrictas tolerancias de ensamblaje en líneas de producción de alta velocidad.
Refrigeradores
Los marcos de las puertas de los refrigeradores se encuentran entre las piezas estampadas dimensionalmente más críticas en la fabricación de electrodomésticos. El marco de la puerta debe mantener la planitud y la rectitud dentro de estrictas tolerancias para garantizar un contacto constante con la junta de la puerta en todo su perímetro, un requisito directamente relacionado con la clasificación de eficiencia energética del refrigerador. Cualquier desviación dimensional que cree espacios en las juntas resulta en fugas de aire frío, mayor tiempo de funcionamiento del compresor y consumo de energía por encima de la clasificación certificada. La capacidad del estampado para mantener estas tolerancias de manera consistente en una producción de gran volumen es lo que lo convierte en el único método de fabricación práctico para esta aplicación.
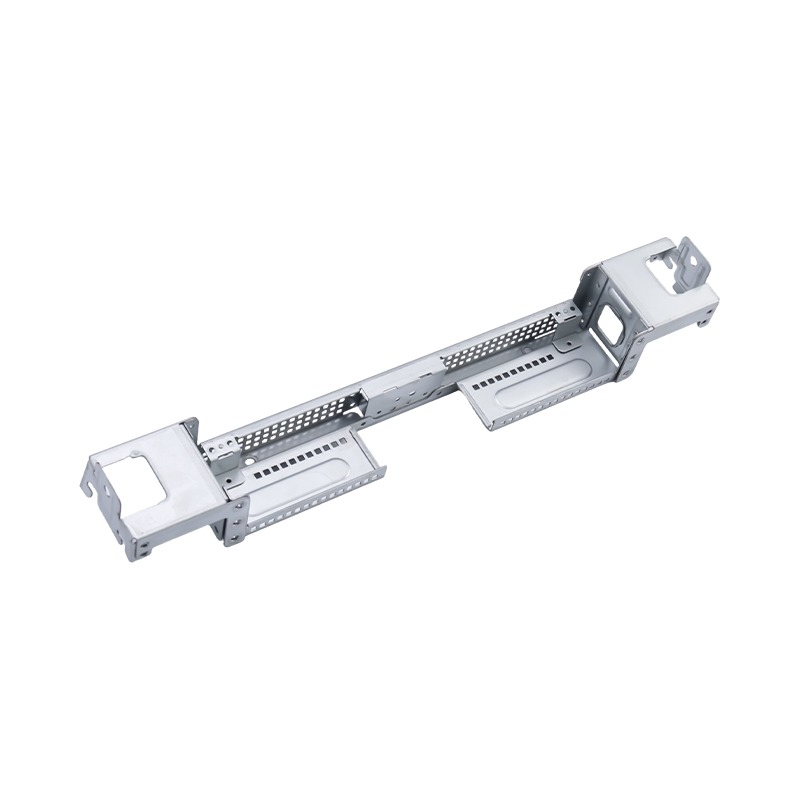
Lavadoras
Los soportes de la tina interior de la lavadora son piezas estampadas que deben soportar cargas dinámicas significativas (las fuerzas centrífugas durante los ciclos de centrifugado pueden alcanzar varios cientos de kilogramos) al tiempo que mantienen relaciones posicionales precisas entre la tina, los cojinetes del tambor y el conjunto del motor. La precisión dimensional del soporte afecta directamente el equilibrio de las vibraciones durante el hilado a alta velocidad, lo que a su vez determina los niveles de ruido, la vida útil de los rodamientos y la vida útil de la fatiga estructural de toda la máquina. Los soportes estampados producidos con espesor constante y tolerancias estrictas eliminan la variación de ensamblaje que de otro modo requeriría ajustes de equilibrio individuales en cada unidad.
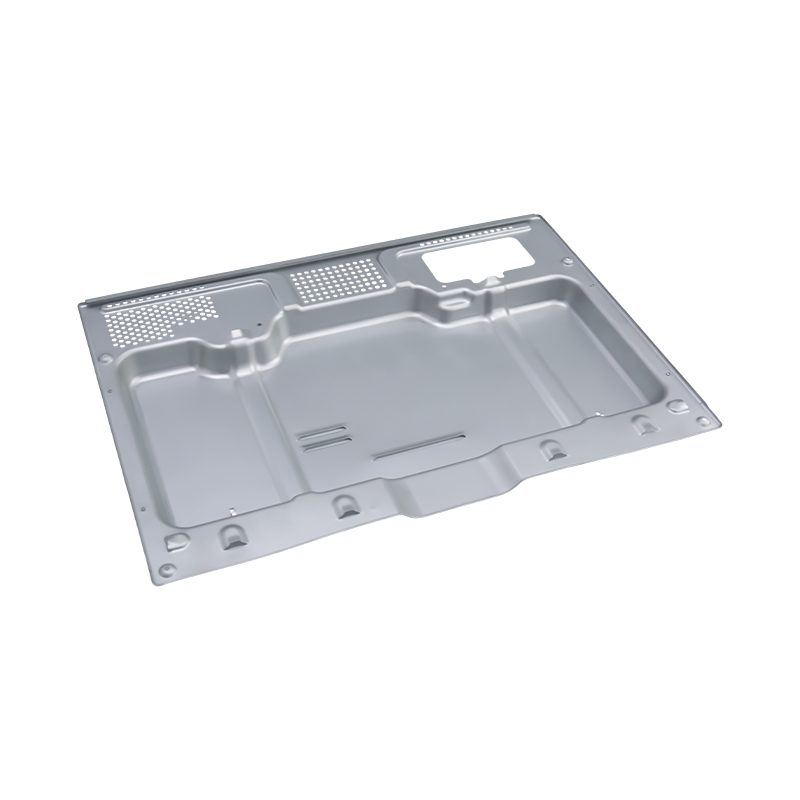
Acondicionadores de aire
El chasis del aire acondicionado utiliza piezas estampadas para soportar cargas estables y un ajuste preciso del compresor, el motor del ventilador, el intercambiador de calor y los componentes eléctricos. El chasis debe mantener su geometría dimensional a través de las tensiones mecánicas del transporte, la instalación y los años de vibración del compresor y el ventilador. El chasis de acero estampado con un espesor de pared constante proporciona la relación rigidez-peso necesaria para estas aplicaciones sin el costo de alternativas mecanizadas o fundidas.
Aplicaciones automotrices: seguridad, precisión y rendimiento
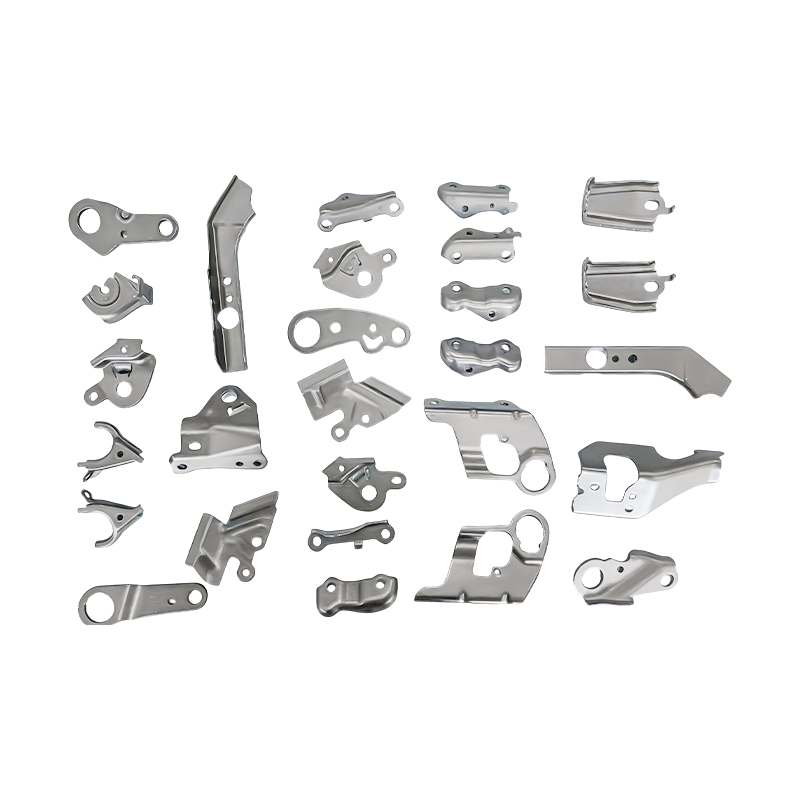
En el sector automotriz, las piezas estampadas de metal son fundamentales para la seguridad y el rendimiento de tal manera que la precisión dimensional y la integridad del material son requisitos no negociables. Las especificaciones de estampado automotriz se encuentran entre las más estrictas de cualquier industria manufacturera, con tolerancias dimensionales en componentes críticos para la seguridad medidas en décimas de milímetro y requisitos de propiedades de materiales verificados mediante control estadístico de procesos en lugar de inspección por muestreo.
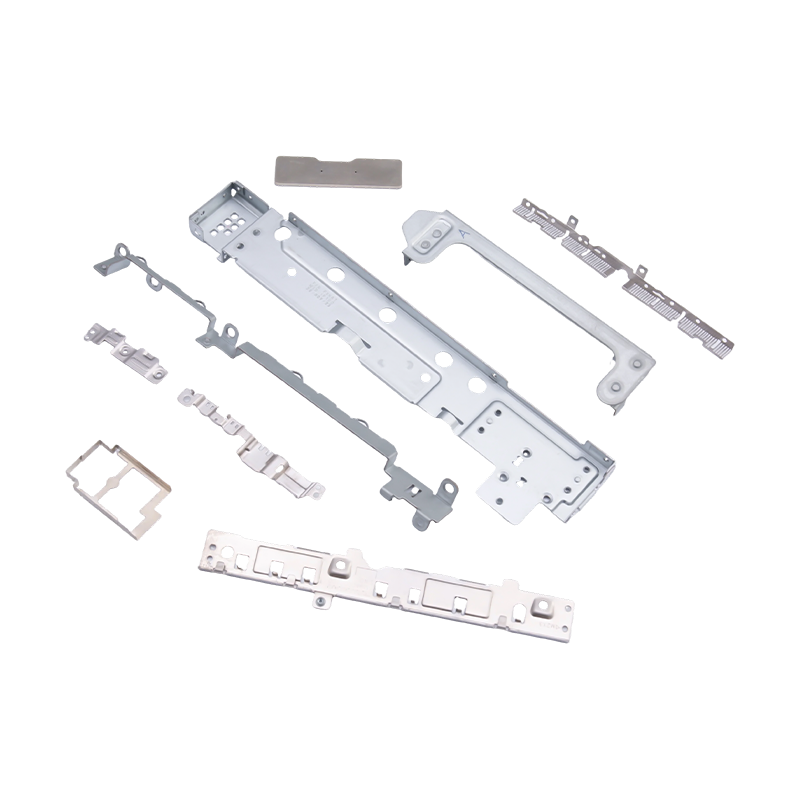
Componentes de freno y suspensión
Los componentes de pinzas de freno representan algunas de las aplicaciones más exigentes para piezas estampadas de metal en el sector de la automoción. El soporte de la pinza y los accesorios de montaje deben mantener una geometría precisa para garantizar la alineación correcta de las pastillas, una distribución uniforme de la fuerza de sujeción y un rendimiento de frenado constante en todo el rango de temperaturas y cargas de funcionamiento. La alta precisión dimensional del estampado (generalmente ±0,1 mm o mejor en características críticas en las herramientas de producción) cumple con estos requisitos en los volúmenes y costos que exige la fabricación de automóviles. Cualquier desviación de la geometría especificada en los componentes de los frenos se traduce directamente en una variabilidad del rendimiento de frenado que afecta la certificación de seguridad del vehículo.
Estructuras de asientos y refuerzos de carrocería
Los soportes de los asientos y los refuerzos de los paneles de la carrocería se basan en la alta precisión dimensional del estampado para cumplir con estrictos estándares de seguridad automotriz en las pruebas de desempeño en choques. Los soportes de los asientos deben mantener la integridad de su trayectoria de carga bajo las fuerzas extremas generadas en eventos de impacto frontal y lateral, asegurando que los sistemas de sujeción de los ocupantes funcionen según lo diseñado. Los refuerzos de los paneles de la carrocería (vigas de intrusión de puertas, inserciones de pilar B y refuerzos de túneles de piso) se fabrican cada vez más a partir de estampados de acero avanzados de alta resistencia que absorben la energía del choque a través de una deformación controlada, un comportamiento que depende fundamentalmente de la consistencia precisa del espesor del material y la precisión de la geometría. La versatilidad de las piezas estampadas de metal en estas aplicaciones críticas para la seguridad las hace indispensables para una fabricación confiable y rentable en el sector automotriz.
Control de Calidad y Gestión de Tolerancias en la Producción de Estampación
Mantener la consistencia dimensional en la producción de estampado de gran volumen requiere un enfoque sistemático para el control de calidad que comienza con el diseño del troquel y continúa en cada etapa de la producción. La precisión dimensional que hace que las piezas estampadas de metal sean valiosas en el ensamblaje (reduciendo los espacios en el ensamblaje, reduciendo los costos de producción y mejorando la durabilidad del producto) no es un resultado automático del proceso de estampado. Es el resultado de un control de proceso disciplinado aplicado de manera consistente durante toda la producción.
- Inspección del primer artículo (FAI) — La verificación dimensional completa de las primeras piezas de producción con respecto al plano de ingeniería utilizando máquinas de medición por coordenadas (CMM) confirma que el troquel produce piezas dentro de la tolerancia antes de que comience la producción en volumen. Los datos de FAI proporcionan la línea de base contra la cual se mide la variación de producción posterior.
- Control estadístico de procesos (SPC) — El monitoreo continuo de dimensiones críticas durante la producción mediante gráficos de control identifica la desviación del proceso antes de que produzca piezas fuera de tolerancia, lo que permite ajustes preventivos de herramientas en lugar de generación reactiva de desechos.
- Programas de mantenimiento de matrices — El desgaste progresivo de la matriz, particularmente en los bordes cortantes, los radios de curvatura y los cordones de tracción, afecta directamente las dimensiones de las piezas. Los intervalos estructurados de mantenimiento de troqueles basados en el recuento de piezas, con verificación dimensional en cada intervalo, evitan que la desviación de tolerancia causada por el desgaste de las herramientas llegue a los productos ensamblados.
- Inspección de entrada de material — La variación del espesor de la chapa, la desviación del límite elástico y el estado de la superficie afectan las dimensiones de la pieza estampada y el comportamiento de recuperación elástica. La verificación del material entrante frente a informes de pruebas de fábrica certificados y el muestreo estadístico de propiedades físicas evita que la variación dimensional inducida por el material entre en el proceso.
-

Publicación anterior
Guía de troqueles de estampado de metal para embutición profunda para piezas de automóviles
Siguiente publicación
Estampación de piezas metálicas para automoción y electrodomésticos: procesos, materiales y estándares de calidad
Nuestro Productos.





¡Comience su negocio con un fabricante OEM aquí mismo!
¡Proporcionar a los clientes globales soluciones completas llave en mano a través de innovación!
ENLACES RÁPIDOS
ACERCA DE NOSOTROS
INFORMACIÓN DE CONTACTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N.º 118, calle Yexin, Zona de Desarrollo Económico de Wujiang, Suzhou, China
N.º 118, calle Yexin, Zona de Desarrollo Económico de Wujiang, Suzhou, China
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. Todos los derechos reservados. Empresa de estampación de metal embutido profundo
