- Envíenos un correo electrónico: [email protected]
- Llámenos al: +86-139 1308 8972
 English
English Español
Español Deutsch
Deutsch
Noticias de la industria
Inicio / Noticias / Noticias de la industria / ¿Cuáles son las diferencias clave entre el microestampado y las piezas electrónicas estándar?
¿Cuáles son las diferencias clave entre el microestampado y las piezas electrónicas estándar?
2026-03-09
Contenido
- 1 Comprensión de las piezas de estampado electrónico y su papel en la electrónica moderna
- 2 Definición de piezas de estampado electrónico estándar: dimensiones y capacidades
- 3 Qué define el microestampado y en qué se diferencia de la práctica estándar
- 4 Diseño de herramientas y construcción de troqueles: donde las diferencias son más pronunciadas
- 5 Requisitos de control de procesos y equipos de prensa
- 6 Comparación lado a lado de características clave
- 7 Diferencias en la selección de materiales para piezas de estampado electrónico a microescala
- 8 Desafíos de inspección y medición de calidad a microescala
- 9 Elección entre piezas de estampado electrónico micro y estándar para su aplicación
Comprensión de las piezas de estampado electrónico y su papel en la electrónica moderna
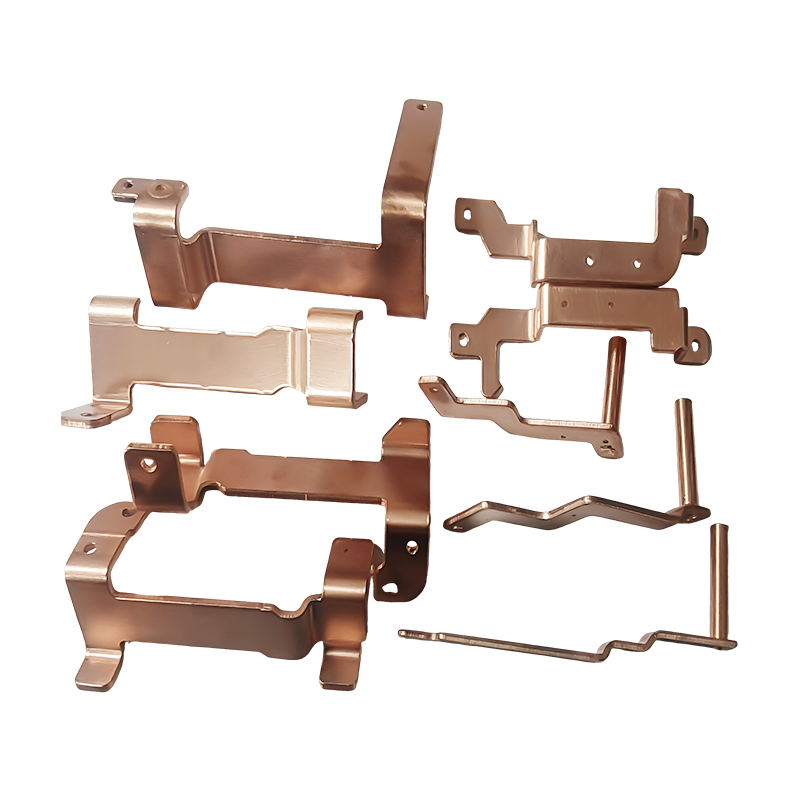
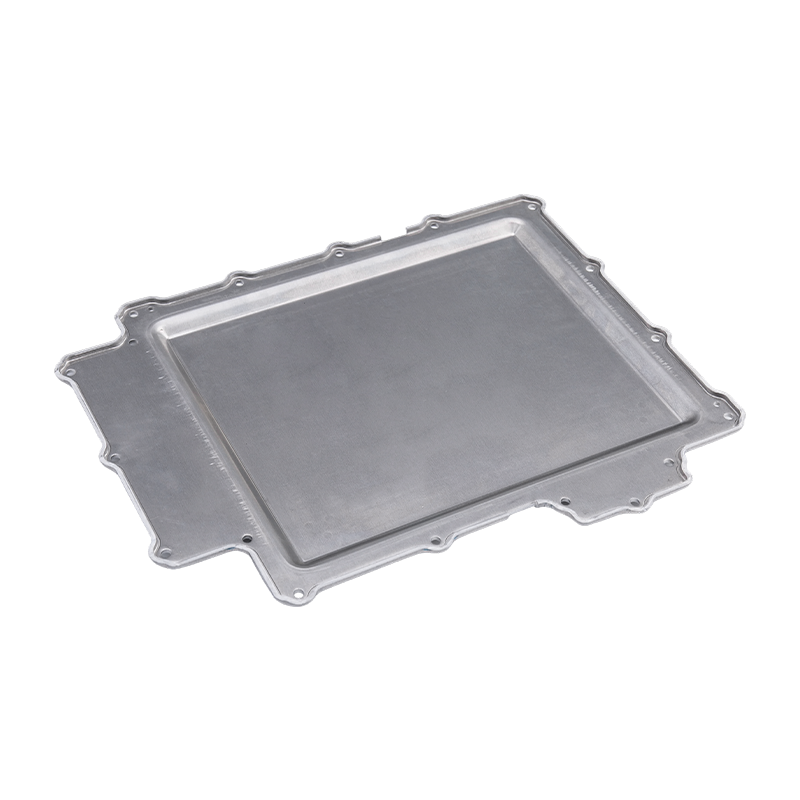
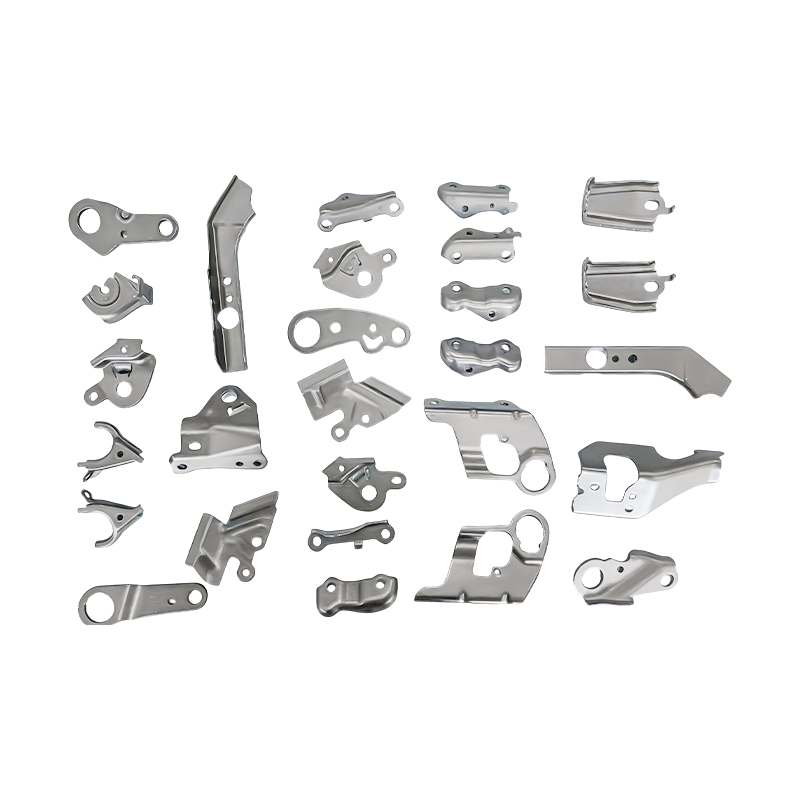
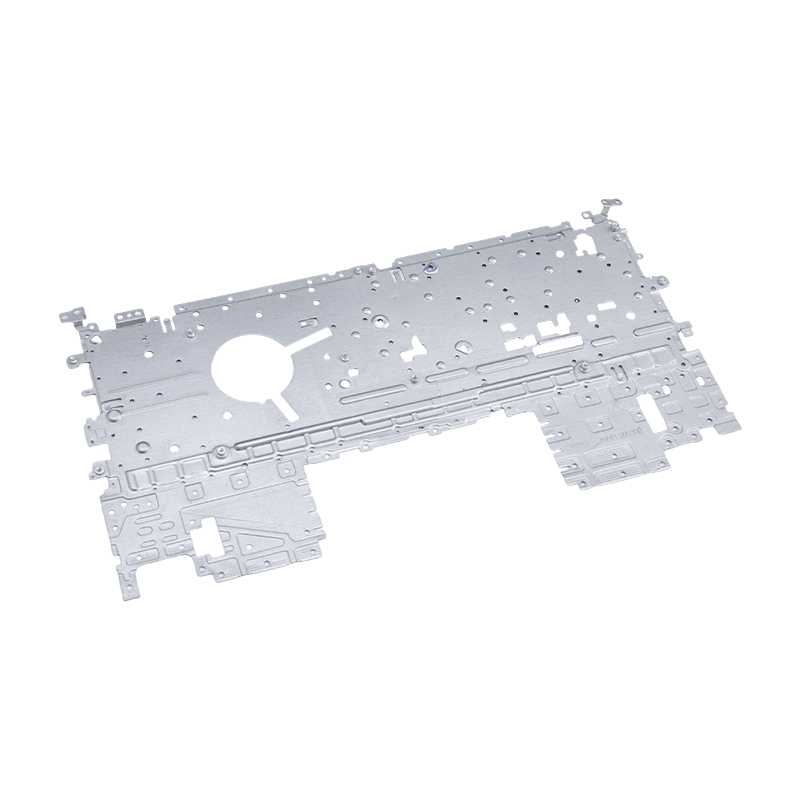
Piezas de estampado electrónico son componentes metálicos de precisión fabricados mediante un proceso de estampado progresivo o por transferencia en el que se forman, perforan, doblan y moldean progresivamente láminas metálicas planas o bobinas mediante juegos de matrices endurecidas para producir piezas terminadas con tolerancias dimensionales estrictas. Estos componentes forman la base estructural y eléctrica de prácticamente todos los dispositivos electrónicos que se producen hoy en día, desde teléfonos inteligentes y computadoras portátiles de consumo hasta módulos de control automotriz, implantes médicos y sensores industriales. La categoría abarca una enorme variedad de tipos de componentes, incluidos terminales, conectores, blindajes, soportes, contactos, marcos de conductores, disipadores de calor y elementos de resorte, todos los cuales comparten la característica común de estar formados a partir de láminas de metal en lugar de mecanizados a partir de material sólido o fundidos a partir de metal fundido. Dentro del amplio universo de piezas de estampado electrónico, la distinción entre microestampado y estampado estándar representa una de las líneas divisorias más importantes en la práctica en capacidad de fabricación, requisitos de proceso e idoneidad de la aplicación de uso final.
Definición de piezas de estampado electrónico estándar: dimensiones y capacidades
Las piezas de estampado electrónico estándar ocupan el amplio término medio de la industria del estampado, abarcando componentes con tamaños característicos y espesores de material que las herramientas de matriz progresiva convencionales y las prensas de estampado estándar pueden producir de manera confiable en un gran volumen. En términos prácticos, las piezas de estampado electrónico estándar generalmente se producen a partir de láminas de metal con espesores que oscilan entre aproximadamente 0,15 mm y 3,0 mm, con orificios perforados, características formadas y radios de curvatura dimensionados en décimas de milímetro en lugar de micras. Las tolerancias dimensionales en piezas de estampado electrónico estándar generalmente están en el rango de ±0,05 mm a ±0,1 mm, lo que se puede lograr con herramientas convencionales en buen estado en equipos de prensa que van desde unidades de mesa de 25 toneladas hasta prensas de transferencia de 400 toneladas para componentes más grandes.
La gama de materiales para piezas de estampado electrónico estándar es amplia e incluye acero laminado en frío, acero inoxidable grados 301 y 304, aleaciones de cobre como latón C110, C194 y C260, aleaciones de aluminio 1100 y 3003 y alpaca. Las opciones de acabado de superficies, incluida la galvanoplastia con estaño, níquel, plata u oro, se aplican habitualmente a piezas de estampado electrónico estándar para lograr las características de resistencia de contacto, resistencia a la corrosión y soldabilidad requeridas para su circuito o función mecánica específica. Los volúmenes de producción de piezas de estampado electrónico estándar pueden oscilar entre miles y cientos de millones de piezas por año, con herramientas de matriz progresiva que permiten velocidades de ciclo de 100 a 800 golpes por minuto dependiendo de la complejidad de la pieza y el tamaño de la prensa.
Qué define el microestampado y en qué se diferencia de la práctica estándar
El microestampado entra en escena cuando los requisitos dimensionales de las piezas de estampado electrónico exceden lo que las herramientas estándar y los controles de proceso pueden ofrecer de manera confiable. Si bien no existe un umbral universalmente acordado, generalmente se entiende que el microestampado comienza cuando el espesor del material cae por debajo de 0,1 mm, cuando los tamaños de las características perforadas se acercan o exceden una proporción de 1:1 con el espesor del material (es decir, diámetros de orificio iguales o menores que el espesor de la hoja que se perfora), o cuando las dimensiones generales de la pieza se miden en milímetros de un solo dígito con tolerancias ajustadas a ±0,005 mm a ±0,02 mm. A esta escala, las leyes físicas que gobiernan la deformación del metal, el desgaste de las herramientas y la dinámica de la prensa requieren enfoques fundamentalmente diferentes para el diseño de troqueles, la selección de prensas, el control de procesos y la inspección de calidad en comparación con la producción estándar de piezas de estampado electrónico.
El incesante impulso de la industria electrónica hacia la miniaturización es la fuerza principal que expande el mercado de piezas de estampado electrónico microestampadas. Los conectores de teléfonos inteligentes, los componentes de audífonos, las carcasas de sensores portátiles, los contactos de los cables de los marcapasos cardíacos, los empaques de dispositivos MEMS y los marcos de cables de circuitos integrados de paso fino exigen características microestampadas que simplemente no se pueden producir según las especificaciones utilizando enfoques de estampado convencionales. La brecha entre lo que se puede lograr con el estándar y el microestampado se ha ampliado a medida que se ha acelerado la miniaturización de los dispositivos, lo que hace que la distinción entre estas dos categorías sea cada vez más significativa desde el punto de vista comercial y técnico.
Diseño de herramientas y construcción de troqueles: donde las diferencias son más pronunciadas
Las herramientas de matriz utilizadas para producir piezas de estampado electrónico microestampadas difieren de las herramientas estándar en casi todos los aspectos de su diseño, especificación de materiales y proceso de fabricación. Los troqueles progresivos estándar para piezas de estampado electrónico se construyen a partir de grados de acero para herramientas como D2, M2 o DC53, con holguras para punzones y troqueles generalmente establecidas entre el 5% y el 10% del espesor del material por lado. En dimensiones estándar, estas holguras se pueden lograr con equipos convencionales de corte por hilo CNC y electroerosión, y las herramientas resultantes pueden producir millones de piezas antes de requerir reacondicionamiento.
Los troqueles de microestampado para piezas de estampado electrónico en miniatura requieren espacios libres medidos en micras de un solo dígito (a veces tan solo de 1 a 3 micras por lado para obtener las características más finas), lo que exige componentes de troquel fabricados en rectificadoras de ultraprecisión y equipos de electroerosión de perfiles capaces de mantener tolerancias de ±0,001 mm o mejores. Los diámetros del punzón para características microestampadas pueden ser tan pequeños como 0,05 mm, escala en la que el punzón es mecánicamente frágil y susceptible a la deflexión bajo las fuerzas laterales generadas durante el punzonado. Los diseñadores de troqueles compensan mediante disposiciones de casquillos guía que soportan el punzón cerca de la cara de corte, longitudes de entrada de troquel reducidas que minimizan la longitud del punzón sin soporte y alineación controlada del punzón con el troquel lograda mediante pilares y casquillos guía rectificados de precisión con espacios libres a nivel de micras.
Las herramientas de carburo, específicamente grados de carburo de tungsteno seleccionados por su combinación de dureza, tenacidad y resistencia a la compresión, son esencialmente obligatorios para la producción de piezas de estampado electrónico microestampadas. La tasa de desgaste del acero para herramientas en dimensiones de punzón a microescala haría que las herramientas fueran económicamente inviables en una producción corta. Las matrices de carburo, si bien son significativamente más caras de fabricar que sus equivalentes de acero para herramientas, brindan la resistencia al desgaste y la estabilidad dimensional necesarias para mantener el tamaño de las características y la calidad de los bordes a lo largo de los millones de golpes necesarios para una producción rentable de piezas de estampado electrónico microestampadas.
Requisitos de control de procesos y equipos de prensa
El equipo de prensa utilizado para piezas de estampado electrónico microestampadas difiere sustancialmente de las especificaciones de la prensa de estampado estándar. La producción estándar de piezas de estampado electrónico tolera un grado de deflexión del marco de la prensa, variación del paralelismo del deslizamiento y vibración dinámica que sería catastrófico a microescala. Las prensas de microestampado se construyen con especificaciones de guía deslizante sustancialmente más estrictas (generalmente 0,003 mm o mejor paralelismo) utilizando guías deslizantes con cojinetes de rodillos hidrostáticos o de precisión que mantienen una altura de cierre constante independientemente de la carga excéntrica de geometrías de piezas asimétricas.
Las prensas de microestampación servoaccionadas ofrecen ventajas particulares para la producción de piezas de estampado electrónico de precisión a microescala. La capacidad de programar perfiles arbitrarios de movimiento deslizante (acercamiento lento al contacto para características delicadas, retorno rápido para optimización del tiempo de ciclo, permanencia controlada en el punto muerto inferior para operaciones de acuñación) proporciona un nivel de flexibilidad de proceso que las prensas mecánicas accionadas por manivela no pueden igualar. Las servoprensas también eliminan los picos de energía asociados con las prensas mecánicas accionadas por volante, lo que reduce la vibración transmitida al troquel y mejora la consistencia dimensional en tiradas largas de producción de piezas de estampado electrónico microestampadas.
Comparación lado a lado de características clave
La siguiente tabla proporciona una comparación estructurada de las principales diferencias entre los procesos estándar y de microestampado para piezas de estampado electrónico en las dimensiones más relevantes para los ingenieros de diseño y los especialistas en adquisiciones:
| Característica | Piezas de estampado electrónico estándar | Piezas de estampado electrónico microestampadas |
| Rango de espesor del material | 0,15 mm – 3,0 mm | 0,01 mm – 0,1 mm |
| Tolerancia dimensional | ±0,05 mm – ±0,1 mm | ±0,005 mm – ±0,02 mm |
| Espacio libre por lado | 5–10% del espesor del material | 1–3 micras absolutas |
| Material de herramientas | Acero para herramientas (D2, M2, DC53) | Carburo de tungsteno |
| Tipo de prensa | Mecánico/hidráulico | Guía servo/hidrostática de precisión |
| Frecuencia de carrera típica | 100 a 800 ppm | 200–1500 spm (servooptimizado) |
| Método de inspección | CMM, comparador óptico | Sistemas de visión, SEM, microscopía confocal. |
| Costo de herramientas | moderado | Alto a muy alto |
Diferencias en la selección de materiales para piezas de estampado electrónico a microescala
La selección de materiales para piezas de estampado electrónico microestampadas implica restricciones adicionales más allá de las que se aplican a los componentes estándar. En espesores inferiores a 0,1 mm, la microestructura del metal se vuelve directamente relevante para el comportamiento de estampado: el tamaño del grano en relación con el espesor del material puede provocar deformaciones inconsistentes, formación de rebabas y variaciones en la calidad de los bordes que serían insignificantes con espesores estándar. Las aplicaciones de microestampado generalmente especifican materiales con estructuras de grano controladas, a menudo designadas por especificaciones de grano fino ASTM o JIS, para garantizar un flujo de metal constante y una calidad de borde de corte en toda la operación de estampado.
Las aleaciones de cobre siguen siendo los materiales conductores más comunes para piezas de estampado electrónico microestampadas, particularmente los grados C194 (cobre-hierro-fósforo) y C7025 (cobre-níquel-silicio) que ofrecen buena conductividad eléctrica combinada con las características de resorte y la formabilidad necesarias para aplicaciones de terminales y contactos en miniatura. Las aleaciones de cobre-berilio, particularmente C17200 en estado recocido en solución, se especifican para contactos de resorte microestampados donde se requiere una deflexión elástica máxima bajo carga, aunque su procesamiento requiere atención cuidadosa a los controles de salud y seguridad durante las operaciones de estampado y acabado.
Desafíos de inspección y medición de calidad a microescala
La verificación de la conformidad dimensional de piezas de estampado electrónico microestampadas requiere equipos y metodologías de inspección que van mucho más allá de las máquinas de medición de coordenadas y los comparadores ópticos estándar en la mayoría de los laboratorios de calidad de estampado. Los tamaños de características medidos en decenas de micrones exigen sistemas de medición óptica sin contacto (generalmente sistemas de visión automatizados con objetivos de resolución submicrónica y óptica telecéntrica) capaces de medir cientos de características por pieza en segundos a velocidades de línea de producción. Para las dimensiones más críticas, la microscopía electrónica de barrido (SEM) proporciona la resolución necesaria para caracterizar la calidad de los bordes, la altura de las rebabas y el estado de la superficie con un nivel de detalle inalcanzable con la óptica de luz.
El control estadístico del proceso para piezas de estampado electrónico microestampadas debe implementarse a un nivel de rigor que vaya más allá de los programas SPC típicos aplicados a la producción de piezas de estampado electrónico estándar. El desgaste de la matriz a microescala produce tasas de desviación dimensional que pueden exceder los límites de tolerancia dentro de un solo turno de producción en lugar de durante los ciclos de producción de varios días típicos de las herramientas estándar. El SPC en tiempo real con retroalimentación automatizada de los parámetros de la prensa (ajustando la altura de cierre, la progresión de la alimentación y la entrega de lubricación en respuesta a las tendencias dimensionales medidas) es una práctica cada vez más estándar en las principales operaciones de microestampado que prestan servicios al sector de la electrónica de precisión.
Elección entre piezas de estampado electrónico micro y estándar para su aplicación
La decisión entre especificar piezas microestampadas o estampadas electrónicamente estándar debe basarse en requisitos funcionales objetivos en lugar de asumir que tolerancias más estrictas siempre producen mejores productos. Las piezas de estampado electrónico estándar son apropiadas siempre que los requisitos de rendimiento dimensional, eléctrico y mecánico de la aplicación se puedan cumplir dentro de la capacidad del estampado convencional, y en la mayoría de las aplicaciones de ensamblaje electrónico, así se puede. El costo de herramientas significativamente menor, la base de proveedores más amplia y la gestión de calidad más sencilla asociada con las piezas de estampado electrónico estándar representan ventajas genuinas a las que no se debe renunciar sin una justificación funcional clara.
El microestampado debe especificarse cuando la miniaturización es un verdadero impulsor del diseño, cuando las dimensiones reducidas de los componentes permiten mejoras significativas en el rendimiento del dispositivo, la densidad de integración o la experiencia del usuario final que justifican una mayor inversión en herramientas y una gestión más compleja de la cadena de suministro. Aplicaciones que incluyen conectores ultraminiatura para dispositivos médicos implantables, contactos de resorte submilimétricos para sensores portátiles, marcos de cables de paso fino para paquetes de circuitos integrados avanzados y componentes de blindaje de precisión para módulos sensibles a RF representan casos en los que las capacidades de las piezas de estampado electrónico microestampadas ofrecen un valor funcional que no se puede replicar a escala estándar.

Publicación anterior
Estampación de piezas metálicas para automoción y electrodomésticos: procesos, materiales y estándares de calidad
Siguiente publicación
¿Cuál es la diferencia entre los troqueles de estampado para automóviles tradicionales y los optimizados para simulación?
Nuestro Productos.





¡Comience su negocio con un fabricante OEM aquí mismo!
¡Proporcionar a los clientes globales soluciones completas llave en mano a través de innovación!
ENLACES RÁPIDOS
ACERCA DE NOSOTROS
INFORMACIÓN DE CONTACTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N.º 118, calle Yexin, Zona de Desarrollo Económico de Wujiang, Suzhou, China
N.º 118, calle Yexin, Zona de Desarrollo Económico de Wujiang, Suzhou, China
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. Todos los derechos reservados. Empresa de estampación de metal embutido profundo
