- Envíenos un correo electrónico: [email protected]
- Llámenos al: +86-139 1308 8972
 English
English Español
Español Deutsch
Deutsch
Noticias de la industria
Piezas de estampado de metal: tipos y aplicaciones
2026-04-27
Contenido
- 1 Qué son las piezas de estampado de metal y por qué es importante la precisión
- 2 Piezas de estampado electrónico: la precisión en el corazón de los dispositivos modernos
- 3 Piezas estampadas para portátiles: precisión estructural en ensamblajes de perfil delgado
- 4 Piezas estampadas para electrodomésticos: durabilidad diseñada para décadas de servicio
- 5 Comparación de requisitos de aplicación entre segmentos de estampado
- 6 Adquisición de piezas de estampado de metal: qué evaluar en un proveedor
Qué son las piezas de estampado de metal y por qué es importante la precisión
Piezas estampadas de metal son componentes fabricados aplicando fuerza controlada a través de troqueles y punzones a láminas metálicas planas, transformando la materia prima en elementos estructurales y funcionales con formas precisas a través de operaciones que incluyen corte, perforación, doblado, embutición y acuñación. A diferencia del mecanizado, que elimina material para lograr geometría, el estampado desplaza y forma el metal, sin generar prácticamente desperdicio de material en la etapa de corte y permitiendo tiempos de ciclo medidos en fracciones de segundo por pieza. La combinación de velocidad, repetibilidad y consistencia dimensional hace que el estampado de metal sea el proceso de fabricación dominante dondequiera que se requieran grandes volúmenes de componentes de chapa metálica.
La precisión es la característica definitoria que separa el estampado de grado industrial del trabajo de chapa metálica. En aplicaciones como electrónica de consumo, ensamblajes de automóviles y electrodomésticos, los componentes estampados deben cumplir tolerancias tan estrictas como ±0,05 mm en dimensiones críticas, con desviaciones de planitud controladas a menos de 0,1 mm en toda la superficie de la pieza. Lograr estas especificaciones de manera consistente en series de producción de cientos de miles de piezas exige herramientas de matriz progresivas diseñadas con precisión a nivel de micras, sistemas de prensa servoaccionados con monitoreo de tonelaje en tiempo real e inspección por visión en línea capaz de detectar la altura de las rebabas, la desviación de la posición del orificio y los defectos de la superficie a la velocidad de producción.
Los materiales procesados en la estampación de metales abarcan un amplio espectro. El acero laminado en frío (SPCC, DC01), la lámina electrogalvanizada, el acero galvanizado en caliente, los grados de acero inoxidable 304 y 430, las aleaciones de aluminio 1050 y 5052, las aleaciones de cobre y el cobre berilio se estampan de forma rutinaria según los requisitos mecánicos, de resistencia a la corrosión y de conductividad de la aplicación de destino. La selección del material afecta directamente la tasa de desgaste del troquel, el comportamiento de recuperación elástica, la calidad del acabado de la superficie y los procesos de acabado posteriores (enchapado, anodizado, recubrimiento en polvo) que requerirá el estampado terminado.
Piezas de estampado electrónico: la precisión en el corazón de los dispositivos modernos
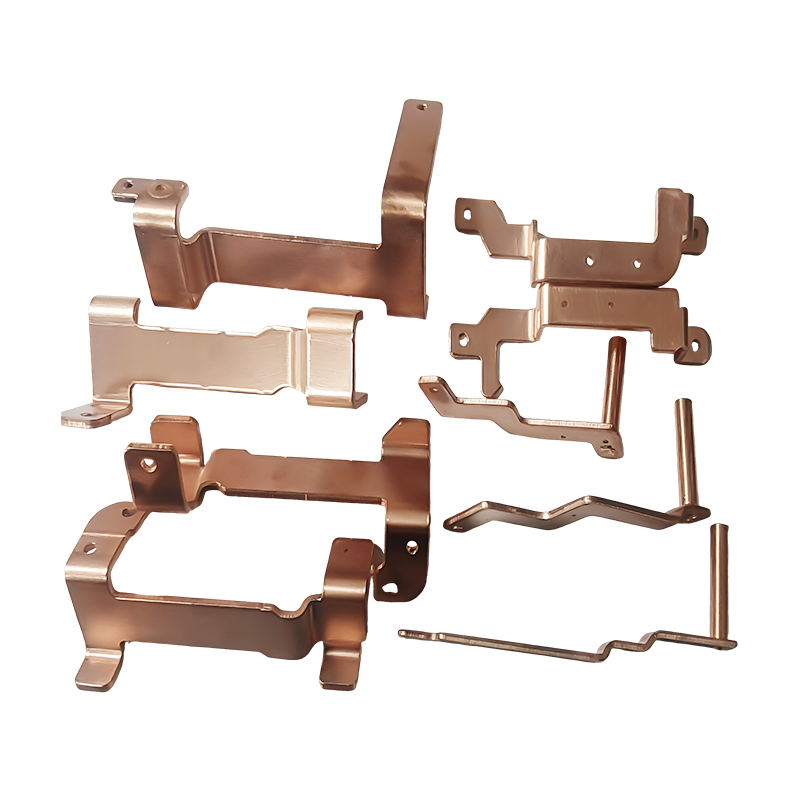
Piezas de estampado electrónico representan uno de los segmentos técnicamente más exigentes de la industria del estampado de metales. Los componentes producidos para conjuntos de placas de circuito impreso, conectores, terminales, latas de blindaje EMI, contactos de batería, carcasas de interruptores y soportes de sensores deben combinar precisión dimensional submilimétrica con propiedades de rendimiento eléctricas, térmicas y mecánicas específicas, todo dentro de las severas limitaciones de costos de los mercados competitivos de electrónica de consumo.
Los terminales de conector y los resortes de contacto se encuentran entre las piezas de estampado electrónico más difíciles de fabricar. Producidas a partir de tiras de bronce fósforo, cobre berilio o latón en espesores de 0,1 mm a 0,5 mm, estas piezas requieren troqueles progresivos de varias etapas que simultáneamente cortan el perfil, forman la geometría del resorte y acuñan la superficie de contacto en una sola pasada de prensa. La fuerza de contacto, la durabilidad del ciclo de inserción/retirada y la resistencia de contacto (generalmente requerida por debajo de 10 mΩ después de 1000 ciclos de inserción) se validan mediante protocolos de prueba específicos de la aplicación en lugar de certificados de materiales genéricos.
Latas de blindaje EMI y gabinetes de RF
Las latas de protección EMI son piezas de estampado electrónico de paredes delgadas formadas a partir de alpaca, acero laminado en frío o láminas de acero inoxidable con espesores de 0,15 a 0,3 mm. Su función es contener las emisiones de radiofrecuencia de los módulos de procesador de alta velocidad, los circuitos integrados de comunicación inalámbrica y los circuitos de administración de energía en placas de circuito impreso densamente pobladas. La precisión dimensional del perímetro y la altura de la lata es fundamental: los espacios que superan los 0,1 mm en la brida del asiento crean aberturas que comprometen la efectividad del blindaje entre 10 y 20 dB en frecuencias superiores a 1 GHz, lo que degrada directamente el rendimiento de la radio del dispositivo y puede causar fallas en la certificación regulatoria.
Contactos de batería y terminales de resorte
Los resortes de contacto de la batería en dispositivos portátiles deben ofrecer una fuerza de contacto constante durante todo el ciclo de vida de inserción y extracción de la batería, generalmente entre 500 y 1000 ciclos para dispositivos de consumo. Las piezas de estampado electrónico de esta categoría se producen a partir de acero inoxidable o bronce fosforado con un revestimiento de oro o níquel aplicado a la punta de contacto. La geometría del resorte (en voladizo, enrollado o plegado) se optimiza mediante la simulación de elementos finitos durante el diseño de la herramienta para garantizar que la fuerza de contacto permanezca dentro de la ventana especificada (normalmente de 1 a 3 N) en toda la pila de tolerancia dimensional de la celda de la batería y la carcasa.
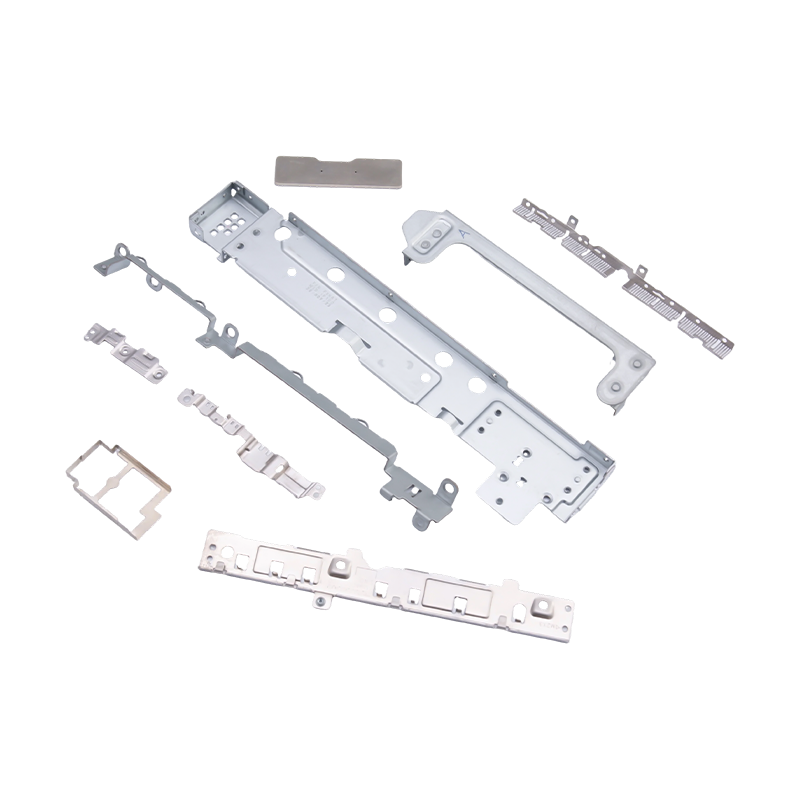
Piezas estampadas para portátiles: precisión estructural en ensamblajes de perfil delgado
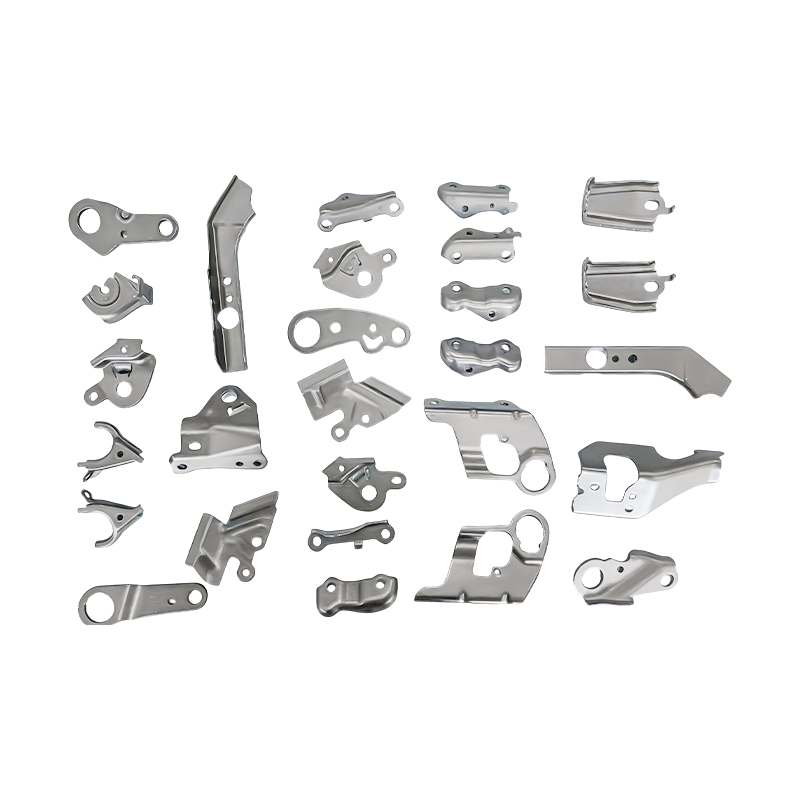
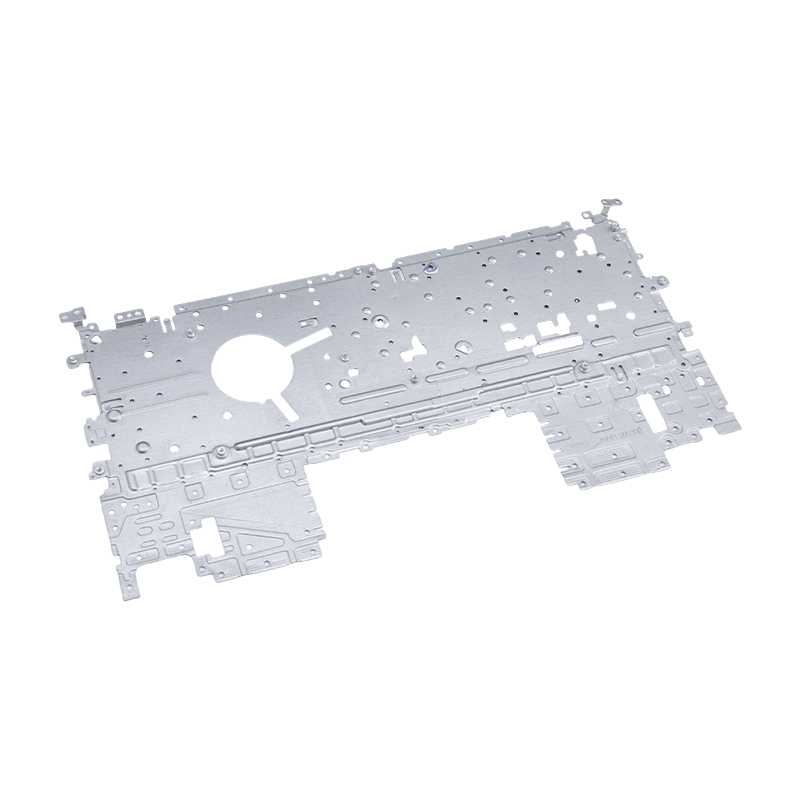
Piezas de estampado para portátiles operan bajo un conjunto único de restricciones que los distinguen de las piezas de estampado electrónico generales. El incesante impulso hacia diseños de portátiles más delgados y livianos (con espesores de chasis ahora regularmente inferiores a 14 mm y pesos totales del sistema inferiores a 1 kg) exige componentes estampados que ofrezcan la máxima rigidez estructural con un espesor de material mínimo, mientras se ajustan dentro de los sobres de ensamblaje medidos en décimas de milímetro.
El soporte de bisagra es una de las piezas de estampado para portátiles con mayores exigencias mecánicas en cualquier diseño de portátil. Formados a partir de acero inoxidable de alta resistencia o acero laminado en frío con una resistencia a la tracción superior a 600 MPa, los soportes de bisagra deben soportar la carga de fatiga cíclica de las operaciones de apertura y cierre de la tapa (normalmente nominal de 20 000 a 30 000 ciclos en portátiles de calidad comercial) sin deformación permanente ni agrietamiento de la superficie. El estampado progresivo seguido del acuñado en las ubicaciones de los orificios de las bisagras garantiza que el diámetro del orificio y la precisión posicional cumplan con los requisitos de ajuste de interferencia del conjunto del pasador de pivote de la bisagra.
Los soportes de refuerzo del chasis interno, los separadores de montaje de la placa base, los clips de retención del módulo térmico y los marcos de soporte de la placa posterior del teclado son categorías adicionales de piezas estampadas para portátiles donde la gestión del apilamiento dimensional es fundamental. Con tolerancias de ensamblaje a nivel del sistema medidas en fracciones de milímetro, cada estampado debe alcanzar consistentemente su ventana de tolerancia individual (generalmente ±0,1 mm en posiciones de orificios y ±0,05 mm en ajustes críticos) para permitir el ensamblaje robótico sin ajuste manual. A estas piezas se les aplican tratamientos superficiales que incluyen niquelado no electrolítico, óxido negro y revestimiento de conversión química para cumplir con los requisitos de resistencia a la corrosión y conductividad de conexión a tierra.
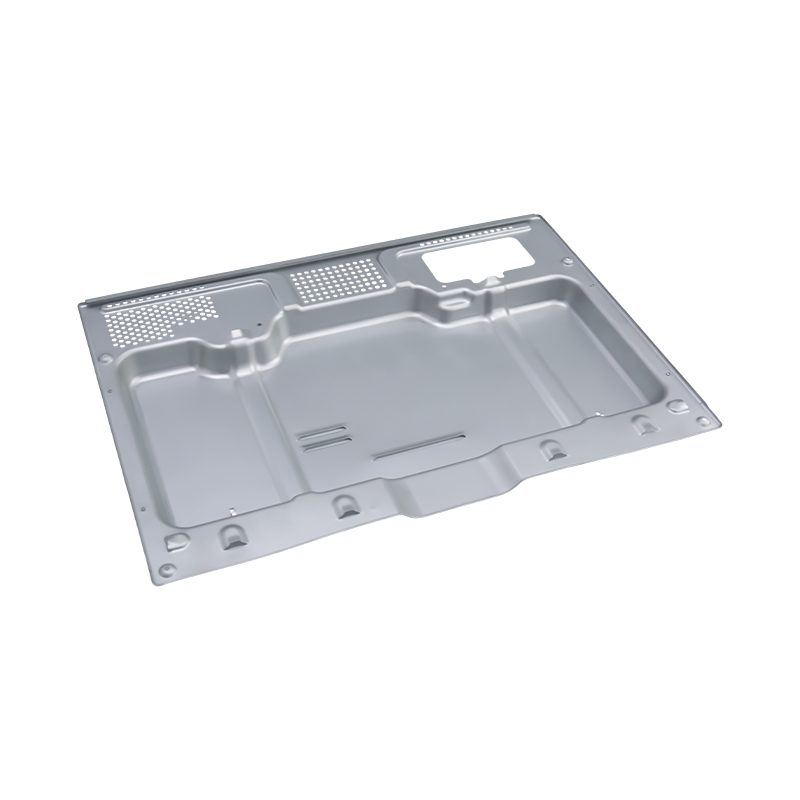
Piezas estampadas para electrodomésticos: durabilidad diseñada para décadas de servicio
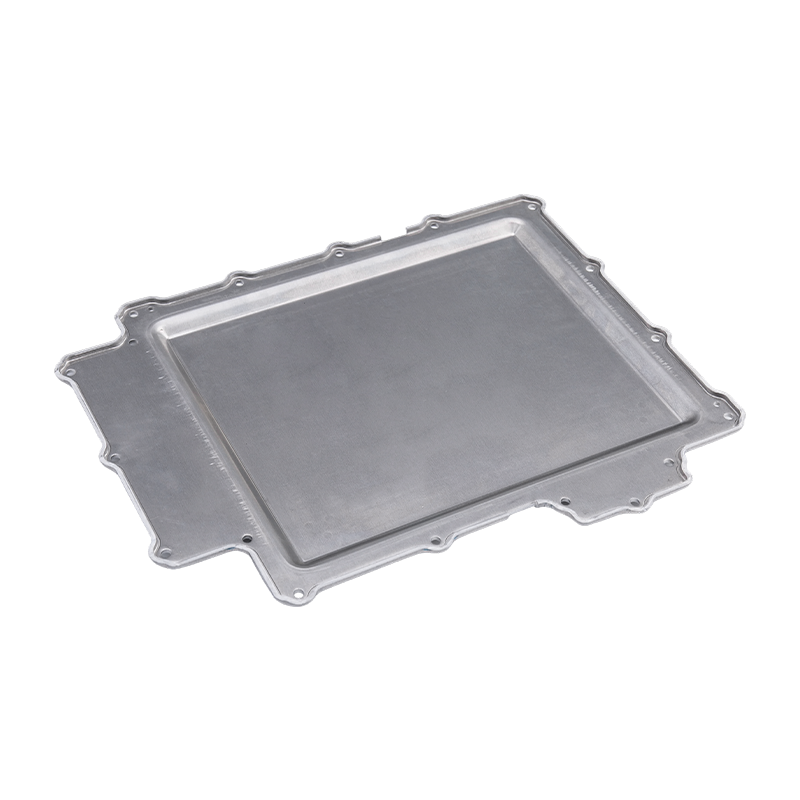
Las piezas estampadas de electrodomésticos sirven como esqueleto estructural y funcional central de refrigeradores, lavadoras, aires acondicionados y hornos microondas. A diferencia de los productos electrónicos de consumo, donde la vida útil de un producto es típica de tres a cinco años, los principales electrodomésticos están diseñados para un funcionamiento continuo de diez a quince años en ambientes domésticos que incluyen humedad, ciclos de temperatura, vibración y exposición química a agentes de limpieza. Los componentes metálicos estampados del interior de estos productos deben cumplir con esta expectativa de durabilidad.
La selección de materiales para piezas estampadas de electrodomésticos refleja este requisito de larga vida útil. La lámina de acero galvanizada (en caliente o electrogalvanizada) proporciona protección contra la corrosión en paneles interiores y componentes del chasis expuestos a condensación y agentes de limpieza. El acero inoxidable grado 430 se especifica para superficies exteriores visibles y componentes internos del tambor en lavadoras donde la apariencia cosmética y la resistencia a las manchas son requisitos primordiales. La lámina de aleación de aluminio, normalmente 3003 o 5052, se utiliza en aletas de intercambiadores de calor y paneles frontales decorativos donde la reducción de peso y la compatibilidad con el anodizado son prioridades.
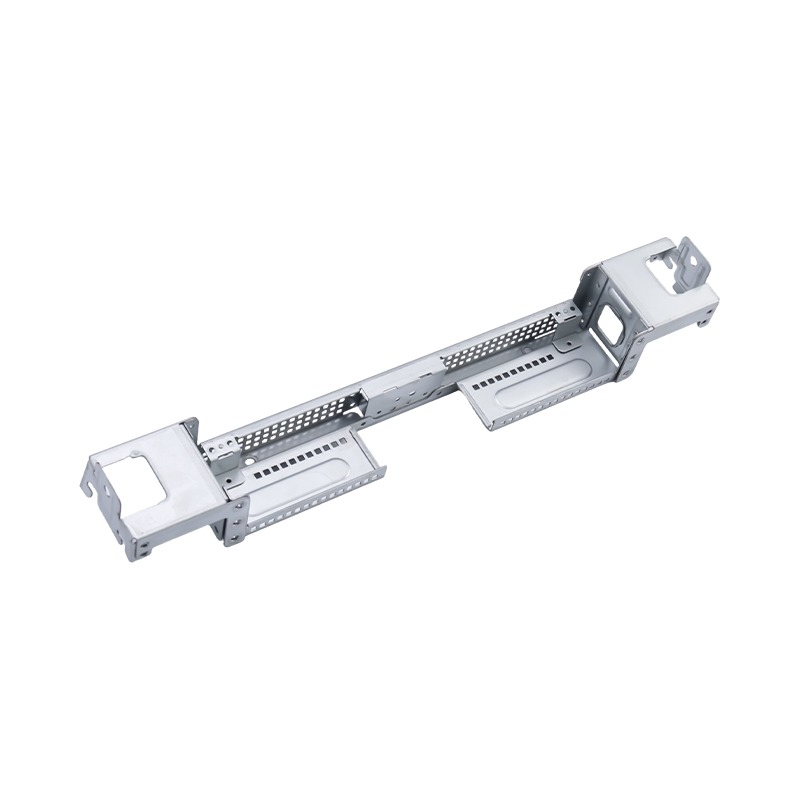
Funciones estructurales: soportes, chasis y piezas de conexión
Dentro del conjunto de electrodomésticos, las piezas estampadas de electrodomésticos realizan tres funciones estructurales principales. Los soportes de montaje del motor fijan los motores internos (compresores en refrigeradores, motores de accionamiento en lavadoras, motores de ventiladores en unidades interiores de aire acondicionado) al marco del electrodoméstico con suficiente rigidez para aislar la vibración y evitar fallas por fatiga en las ubicaciones de los sujetadores durante la vida útil del producto. Los estampados del chasis forman el esqueleto de carga que sostiene el cuerpo del electrodoméstico, soporta el peso de los componentes internos y proporciona la referencia dimensional a partir de la cual se hacen referencia todas las operaciones de ensamblaje. Las piezas de conexión unen los principales subconjuntos, transfiriendo cargas mecánicas entre el marco estructural, las bisagras de las puertas, las estructuras de montaje del panel de control y los soportes de enrutamiento de tuberías o mazos de cables.
Requisitos de control de calidad para estampados de electrodomésticos
Se llevan a cabo estrictos controles de calidad durante la producción de piezas estampadas de electrodomésticos para satisfacer las demandas de larga vida útil de los electrodomésticos. Los siguientes parámetros de inspección se verifican rutinariamente en la inspección entrante, en los puntos de control durante el proceso y en la aceptación final:
- Planitud y precisión de forma: Los paneles del chasis y las superficies de montaje de los soportes se verifican en placas de superficie o accesorios de CMM para confirmar la planitud dentro de las especificaciones (generalmente entre 0,3 y 0,8 mm en toda la longitud del panel) para garantizar un ajuste adecuado del conjunto y evitar la concentración de tensiones en los puntos de fijación.
- Resistencia a la corrosión: La prueba de niebla salina según ISO 9227 (de 72 a 240 horas dependiendo de la aplicación) verifica que el sistema de recubrimiento (galvanizado, galvanizado o recubrimiento en polvo) proporciona la protección adecuada para el entorno de servicio previsto.
- Verificación dimensional de características críticas: Los diámetros de los orificios, las distancias de borde a orificio y los ángulos de las bridas dobladas en las interfaces de ensamblaje se miden mediante un comparador óptico o una máquina de medición de coordenadas a frecuencias de muestreo definidas para confirmar que las piezas permanecen dentro de la ventana de tolerancia durante todo el ciclo de producción.
- Control de altura de las rebabas: Se verifica la altura de las rebabas en los bordes expuestos y los orificios perforados (generalmente se requiere menos de 0,1 mm) para evitar daños en el aislamiento del cableado, lesiones al operador durante el ensamblaje y concentración de tensiones que podrían iniciar grietas por fatiga durante el funcionamiento del electrodoméstico.
Comparación de requisitos de aplicación entre segmentos de estampado
Los tres segmentos principales (piezas estampadas de metal en general, piezas estampadas electrónicas, piezas estampadas para portátiles y piezas estampadas para electrodomésticos) comparten el mismo proceso de fabricación principal, pero difieren significativamente en el grado del material, la tolerancia dimensional, el acabado de la superficie y los requisitos del entorno de servicio. La siguiente tabla resume las diferencias clave para respaldar las decisiones de especificación y abastecimiento:
| Atributo | Piezas de estampado electrónico | Piezas de estampado para portátiles | Piezas de estampado de electrodomésticos |
|---|---|---|---|
| Espesor típico del material | 0,1 – 0,5 milímetros | 0,3 – 1,0 milímetros | 0,5 – 2,5 mm |
| Materiales clave | Bronce fosforado, cobre berilio, alpaca | Acero inoxidable de alta resistencia, acero laminado en frío. | Acero galvanizado, acero inoxidable 430, aleación de aluminio. |
| Tolerancia dimensional | ±0,02 – ±0,05 mm | ±0,05 – ±0,10 mm | ±0,10 – ±0,30 mm |
| Enfoque primario en el desempeño | Conductividad, fuerza de contacto, atenuación EMI. | Vida a fatiga, rigidez, minimización de peso. | Resistencia a la corrosión, capacidad de carga estructural. |
| Tratamiento superficial | Chapado en oro, niquelado, estañado | Níquel no electrolítico, óxido negro, conversión química. | Galvanizado en caliente, recubrimiento en polvo, anodizado |
| Vida útil del diseño | 3 – 5 años (ciclo de consumo) | 3 – 7 años | 10 – 15 años |

Adquisición de piezas de estampado de metal: qué evaluar en un proveedor
Seleccionar un proveedor de estampado capaz requiere evaluar la infraestructura técnica, los sistemas de gestión de calidad y la capacidad de producción en paralelo. La cotización de precio unitario más bajo de un proveedor sin capacidad de herramientas validada, equipo de inspección en proceso y control de tratamiento de superficie producirá consistentemente un costo total más alto a través de retrabajo, paradas de línea y devoluciones de campo. Los siguientes criterios proporcionan un marco de evaluación estructurado:
- Capacidad de diseño y mantenimiento de herramientas: El diseño interno de troqueles progresivos, el equipo de la sala de herramientas CNC y los programas de mantenimiento de troqueles documentados son indicadores de un proveedor que puede controlar la calidad de las piezas a través del activo de herramientas en lugar de depender de la clasificación.
- Rango de capacidad de prensa: Una flota de proveedores que abarca desde prensas de banco de 25 toneladas hasta prensas de marco hueco o de lado recto de 400 toneladas indica capacidad para manejar tanto piezas de estampado electrónico delicadas como piezas de estampado de electrodomésticos de gran calibre dentro de una relación de un solo proveedor.
- Infraestructura de metrología e inspección: La capacidad de CMM, comparadores ópticos, probadores de rugosidad de superficies y cámaras de prueba de niebla salina en el sitio indican que el proveedor puede generar datos de calidad objetivos en lugar de depender únicamente de la inspección visual.
- Certificaciones: ISO 9001:2015 como sistema básico de gestión de calidad; IATF 16949 para la participación en la cadena de suministro automotriz; ISO 14001 para gestión ambiental: particularmente relevante cuando los procesos de tratamiento de superficies involucran productos químicos regulados.
- Trazabilidad de materiales: Los certificados de fábrica vinculados a los registros de lotes de producción permiten a los equipos de análisis de fallas rastrear los defectos de campo hasta los ciclos de procesamiento y calentamiento de materiales específicos, un requisito no negociable para piezas estampadas para portátiles y piezas estampadas electrónicas suministradas a mercados finales regulados.
Publicación anterior
Ligero y de alta precisión: las estrategias de troqueles de embutición profunda que impulsan la innovación en los paneles de carrocería de los vehículos eléctricos
Siguiente publicación
Desde paneles de carrocería hasta carcasas de baterías: la ingeniería detrás de las matrices de embutición profunda para automóviles
Nuestro Productos.





¡Comience su negocio con un fabricante OEM aquí mismo!
¡Proporcionar a los clientes globales soluciones completas llave en mano a través de innovación!
ENLACES RÁPIDOS
ACERCA DE NOSOTROS
INFORMACIÓN DE CONTACTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N.º 118, calle Yexin, Zona de Desarrollo Económico de Wujiang, Suzhou, China
N.º 118, calle Yexin, Zona de Desarrollo Económico de Wujiang, Suzhou, China
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. Todos los derechos reservados. Empresa de estampación de metal embutido profundo
