- Envíenos un correo electrónico: [email protected]
- Llámenos al: +86-139 1308 8972
 English
English Español
Español Deutsch
Deutsch
Noticias de la industria
Inicio / Noticias / Noticias de la industria / Ligero y de alta precisión: las estrategias de troqueles de embutición profunda que impulsan la innovación en los paneles de carrocería de los vehículos eléctricos
Ligero y de alta precisión: las estrategias de troqueles de embutición profunda que impulsan la innovación en los paneles de carrocería de los vehículos eléctricos
2026-05-07
Contenido
- 1 ¿Qué diferencia a los troqueles de embutición profunda para automóviles de las herramientas estándar?
- 2 Paramabilidad de la aleación de aluminio y papel del punto de fusión del aluminio en el diseño de procesos
- 3 Diseño de troqueles específicos para vehículos eléctricos: relaciones de embutición profunda, carcasas de baterías y aligeramiento
- 4 Control de fuerza del soporte en bruto: prevención de arrugas y grietas simultáneamente
- 5 Desarrollo de troqueles basado en simulación y supervisión inteligente en la producción en masa
¿Qué diferencia a los troqueles de embutición profunda para automóviles de las herramientas estándar?
Las matrices de embutición profunda utilizadas en la fabricación de automóviles y vehículos eléctricos no son intercambiables con herramientas de chapa de uso general. Son sistemas diseñados específicamente compuestos por cuatro componentes principales (punzones, matrices, soportes de piezas en bruto y juegos de matrices), cada uno optimizado para trabajar en conjunto bajo cargas de conformado extremas. En una prensa de estampado automotriz típica, el punzón desciende a la cavidad de la matriz mientras el soporte de la pieza en bruto aplica una presión descendente controlada sobre la brida de la lámina, guiando el flujo de metal hacia la cavidad sin arrugarse ni rasgarse. El juego de matrices proporciona el marco estructural rígido que mantiene la alineación bajo cargas cíclicas que pueden exceder varios cientos de toneladas por carrera.
Lo que distingue al grado automotriz troqueles de embutición profunda es la tolerancia de precisión exigida en toda la herramienta. La precisión dimensional generalmente se mantiene en ±0,02 milímetros a través de superficies de formación críticas, un requisito impulsado por el hecho de que las desviaciones acumulativas a través de un panel de la carrocería (un panel exterior de una puerta, por ejemplo) se traducen directamente en defectos superficiales visibles o espacios en el ensamblaje que afectan tanto la estética como el ajuste estructural. El acabado superficial de los radios del punzón y la matriz es igualmente crítico: un valor Ra de ≤0,05 µm (casi con calidad de espejo) minimiza el adelgazamiento y rayado inducidos por la fricción, particularmente cuando se procesan aleaciones livianas o de alta resistencia.
Paramabilidad de la aleación de aluminio y papel del punto de fusión del aluminio en el diseño de procesos
aleación de aluminio se ha convertido en el material liviano dominante tanto para los paneles de carrocería de automóviles tradicionales como para los componentes estructurales de vehículos eléctricos, impulsado por su favorable relación resistencia-peso, resistencia a la corrosión y reciclabilidad. Sin embargo, el aluminio presenta desafíos únicos en la embutición profunda que están directamente relacionados con las propiedades de su material, incluido su comportamiento térmico en relación con el punto de fusión del aluminio .
El aluminio puro se funde a aproximadamente 660°C , pero las aleaciones de aluminio utilizadas en el estampado de automóviles, principalmente las series 5xxx (Al-Mg) y 6xxx (Al-Mg-Si), tienen rangos de fusión que comienzan ligeramente más bajos dependiendo de la composición de la aleación. Si bien el punto de fusión del aluminio en sí no se alcanza directamente durante el estampado en frío, es muy relevante para dos áreas adyacentes al proceso: el conformado en caliente y la gestión del enfriamiento del troquel. En el conformado en caliente de aluminio, las piezas en bruto se calientan a 200-300 °C (una fracción cuidadosamente seleccionada del punto de fusión) para aumentar la ductilidad y reducir la recuperación elástica, lo que permite la producción de geometrías complejas que se agrietarían en condiciones de conformado a temperatura ambiente. Los diseñadores de troqueles deben tener en cuenta la expansión térmica a estas temperaturas, recalibrando en consecuencia los espacios libres y los parámetros de fuerza del portapiezas.
Incluso en la embutición profunda en frío convencional, el calor por fricción generado en las interfaces del punzón y del troquel puede elevar significativamente las temperaturas superficiales locales. Para las aleaciones de aluminio, que tienen un punto de fusión relativamente bajo en comparación con el acero, el calentamiento excesivo y localizado acelera el gripado (la transferencia adhesiva del aluminio a las superficies de la matriz), lo que degrada el acabado de la superficie, aumenta las fuerzas de conformado y acorta la vida útil de la herramienta. Esto hace que la estrategia de lubricación y la selección del recubrimiento de la superficie del troquel sean especialmente importantes al procesar aleación de aluminio hojas.
Aleaciones de aluminio automotrices comunes y sus características de formación
| Serie de aleación | Grado típico | Rango de fusión (°C) | Aplicación clave |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607–649 | Interiores de capó, interiores de puertas, recintos para vehículos eléctricos |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610–655 | Paneles exteriores de carrocería, cierres estructurales. |
| Mg-Al (Magnesio-Aluminio) | AZ31,AM60 | 470–630 | Carcasas de baterías para vehículos eléctricos, paneles de instrumentos |
Diseño de troqueles específicos para vehículos eléctricos: relaciones de embutición profunda, carcasas de baterías y aligeramiento
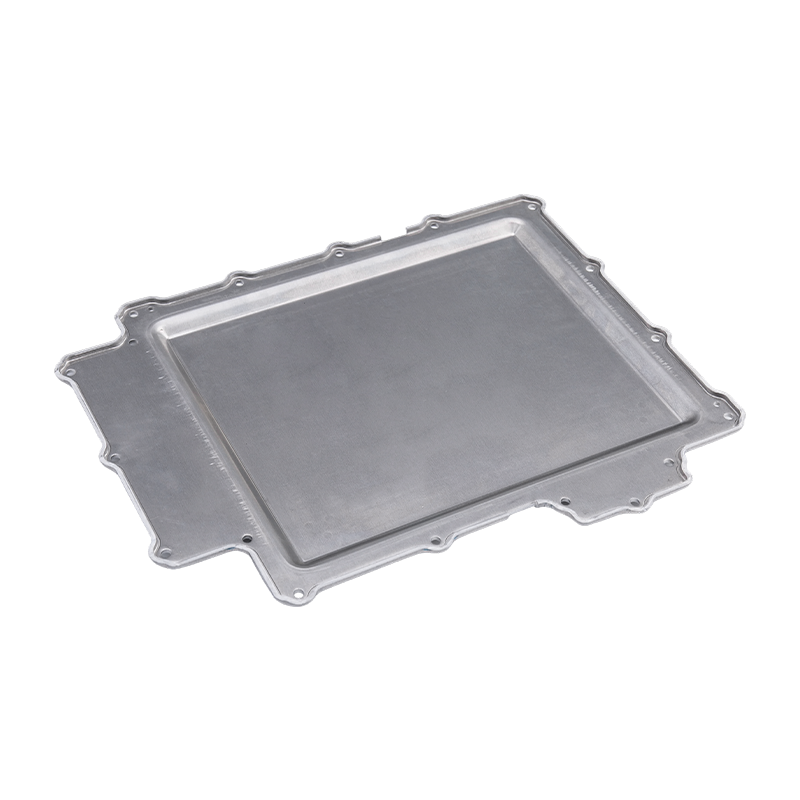
La fabricación de vehículos eléctricos impone exigencias a las matrices de embutición profunda que van más allá de lo que requiere el estampado automotriz tradicional. La aplicación más exigente desde el punto de vista técnico es la formación de carcasas de baterías de aleación de magnesio y aluminio: recintos grandes, profundos y estructuralmente complejos que protegen los conjuntos de celdas de la batería y al mismo tiempo contribuyen al presupuesto de peso general del vehículo. Estos componentes requieren relaciones de embutición profunda superiores a 2,5:1 (la relación entre el diámetro de la pieza en bruto y el diámetro del punzón), lo que lleva el material a sus límites de ductilidad y exige una ingeniería de troquel excepcional para evitar grietas en las bridas o un adelgazamiento excesivo de las paredes.
Minimizar el adelgazamiento del material a lo largo de la pared dibujada es fundamental para las carcasas de baterías porque la uniformidad del espesor de la pared afecta directamente la rigidez estructural y el rendimiento en caso de colisión. Los diseñadores de troqueles abordan esto a través de varias estrategias coordinadas: optimizar el radio de la punta del punzón para distribuir la tensión de manera más uniforme, implementar perfiles de fuerza de soporte de pieza en bruto (BHF) variable que aumentan la presión progresivamente a medida que aumenta la profundidad de embutición y aplicar secuencias de embutición de múltiples etapas para geometrías particularmente profundas en lugar de intentar el conformado en una sola operación.
El cambio hacia el aligeramiento también ha impulsado la adopción de estructuras de troqueles modulares en los programas de vehículos eléctricos. En lugar de mecanizar un bloque de matriz monolítico, los diseños modulares utilizan insertos intercambiables para zonas de alto desgaste, como radios de entrada de matriz y esquinas de punzonado. Este enfoque reduce el costo de herramientas por programa de vehículo entre un 20% y un 35% en escenarios de gran volumen, ya que los insertos desgastados se pueden reemplazar sin desechar todo el juego de troqueles. Los troqueles modulares también permiten una adaptación más rápida cuando se producen iteraciones de diseño durante el ciclo de desarrollo de vehículos eléctricos, que tiende a avanzar más rápido que los programas automotrices tradicionales.
Control de fuerza del soporte en bruto: prevención de arrugas y grietas simultáneamente
La fuerza del portapiezas es la variable de proceso más influyente en la embutición profunda, y su calibración correcta es lo que separa un proceso de producción estable de uno propenso a desechar. Demasiado poco BHF permite que la brida se doble bajo tensión circunferencial de compresión, produciendo arrugas que no se pueden aplanar en operaciones posteriores. Demasiado BHF impide que el metal fluya hacia la cavidad del troquel, lo que provoca una fractura por tracción en la pared, generalmente en el radio del punzón, donde el material es más delgado.
For aleación de aluminio láminas, la ventana BHF aceptable es más estrecha que para el acero con bajo contenido de carbono porque el aluminio tiene un exponente de endurecimiento por deformación más bajo y es más sensible al adelgazamiento localizado. Automoción moderna troqueles de embutición profunda solucione este problema con soportes de piezas en bruto hidráulicos o servocontrolados que pueden ajustar dinámicamente la presión en tiempo real basándose en la retroalimentación de las células de carga integradas en la estructura del troquel. Este control de circuito cerrado es especialmente valioso cuando se estiran componentes de aleación de magnesio y aluminio a temperaturas elevadas, donde la tensión del flujo de material cambia continuamente a medida que la pieza en bruto se enfría durante la carrera.
Se deben equilibrar los siguientes factores al configurar los parámetros del portapiezas para una nueva operación de embutición profunda:
- Límite elástico y alargamiento del material: Las aleaciones de mayor resistencia requieren un mayor BHF para evitar las arrugas, pero al mismo tiempo son más vulnerables al agrietamiento, lo que exige un ancho de banda de control más estricto.
- Geometría en blanco y profundidad de dibujo: Los espacios en blanco no circulares, comunes en aplicaciones de paneles de puertas y carcasas de baterías, desarrollan distribuciones de tensión de brida no uniformes, lo que requiere soportes en blanco segmentados o de geometría variable.
- Espesor de la película lubricante: Las películas lubricantes más gruesas reducen la fricción y reducen el BHF requerido para evitar la irritación, pero la lubricación excesiva puede causar efectos de hidroplaneo que desestabilizan el flujo de metal.
- Velocidad de golpe de prensa: Las velocidades de estampado más altas aumentan las tasas de deformación, lo que afecta la tensión de flujo del aluminio y reduce el rango seguro de BHF, una consideración crítica al pasar de prototipos a líneas de prensas de producción en masa.
Desarrollo de troqueles basado en simulación y supervisión inteligente en la producción en masa
El desarrollo de troqueles para automóviles modernos ya no se basa únicamente en pruebas físicas. La simulación de conformado basada en análisis de elementos finitos (FEA), utilizando plataformas de software como AutoForm o Dynaform, permite a los ingenieros de matrices probar virtualmente las condiciones de conformado antes de cortar una sola pieza de acero para herramientas. La simulación predice con precisión la distribución del adelgazamiento, las zonas de riesgo de arrugas, la magnitud del retorno elástico y los requisitos de fuerza de conformado, lo que permite a los diseñadores optimizar computacionalmente la geometría del punzón, los radios de entrada del troquel y los perfiles BHF. Para aleación de aluminio Para componentes con curvatura compleja, la simulación puede reducir las iteraciones de pruebas físicas entre un 40% y un 60%, comprimiendo significativamente los plazos de desarrollo de troqueles.
Una vez que las matrices entran en producción en masa, los sistemas de monitoreo inteligentes mantienen la estabilidad del proceso a lo largo de miles de carreras por turno. Los sensores de emisión acústica detectan la aparición de irritaciones o rayaduras en la superficie antes de que se vuelvan visibles. Los conjuntos de galgas extensométricas en la estructura del troquel rastrean la fuerza de formación en tiempo real, señalando desviaciones que indican variación del material en bruto o descomposición del lubricante. Los sistemas de visión realizan una inspección óptica 100% de las piezas extraídas inmediatamente después de la expulsión, midiendo las dimensiones críticas con respecto a los valores nominales CAD y marcando automáticamente las piezas fuera de tolerancia para su extracción antes de que lleguen al ensamblaje posterior.
Esta integración de simulación y monitoreo en prensa refleja una transición industrial más amplia: troqueles de embutición profunda ya no son herramientas pasivas sino componentes activos de un sistema de fabricación basado en datos. Para los fabricantes de automóviles y vehículos eléctricos comprometidos con objetivos de producción sin defectos, invertir en diseños de matrices validados por simulación y herramientas de producción equipadas con sensores no es una opción premium: es un requisito básico competitivo a medida que la industria acelera su cambio hacia el aligeramiento con tecnologías avanzadas. aleación de aluminio materiales.

Publicación anterior
Piezas estampadas para asientos de automóvil: Guía de calidad y ajuste
Siguiente publicación
Piezas de estampado de metal: tipos y aplicaciones
Nuestro Productos.





¡Comience su negocio con un fabricante OEM aquí mismo!
¡Proporcionar a los clientes globales soluciones completas llave en mano a través de innovación!
ENLACES RÁPIDOS
ACERCA DE NOSOTROS
INFORMACIÓN DE CONTACTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N.º 118, calle Yexin, Zona de Desarrollo Económico de Wujiang, Suzhou, China
N.º 118, calle Yexin, Zona de Desarrollo Económico de Wujiang, Suzhou, China
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. Todos los derechos reservados. Empresa de estampación de metal embutido profundo
