- Envíenos un correo electrónico: [email protected]
- Llámenos al: +86-139 1308 8972
 English
English Español
Español Deutsch
Deutsch
Noticias de la industria
Inicio / Noticias / Noticias de la industria / Desde paneles de carrocería hasta carcasas de baterías: la ingeniería detrás de las matrices de embutición profunda para automóviles
Desde paneles de carrocería hasta carcasas de baterías: la ingeniería detrás de las matrices de embutición profunda para automóviles
2026-04-21
Contenido
- 1 ¿Qué son las matrices de estampado para automóviles y cómo funcionan?
- 2 Criterios clave de diseño para matrices de embutición profunda de alto rendimiento
- 3 Aplicaciones en vehículos tradicionales versus vehículos eléctricos
- 4 Tecnologías de simulación y monitorización inteligente en ingeniería de troqueles
- 5 Selección de materiales y tratamiento de superficies para una larga vida útil de la herramienta
- 6 Adaptación de troqueles de estampado para automóviles a las tendencias de aligeramiento y alta resistencia
¿Qué son las matrices de estampado para automóviles y cómo funcionan?
Matrices de estampado para automóviles son sistemas de herramientas de precisión que se utilizan para dar forma a láminas metálicas planas en componentes tridimensionales complejos mediante deformación plástica controlada. Entre los diversos tipos, troqueles de dibujo y troqueles de embutición profunda son los más críticos para producir piezas huecas o en forma de copa, desde paneles exteriores de puertas y capós hasta carcasas de baterías y refuerzos estructurales.
El proceso de embutición profunda funciona presionando una pieza de metal plana en la cavidad de una matriz usando un punzón, mientras que un soporte de pieza en bruto aplica una fuerza controlada para guiar el flujo de metal y evitar defectos. A diferencia del conformado superficial, la embutición profunda logra una relación de embutición (la relación entre el diámetro de la pieza en bruto y el diámetro del punzón) que comúnmente excede 2,5:1, lo que permite la producción de piezas significativamente más profundas en relación con su ancho. Esta capacidad es esencial para aplicaciones automotrices donde deben coexistir una geometría compleja y la integridad estructural.
Un conjunto de troquel completo normalmente incluye cuatro componentes principales:
- el puñetazo , que deforma físicamente la pieza metálica hacia abajo en la cavidad
- el morir (molde hembra), que define la forma exterior y las dimensiones de la pieza formada
- el titular en blanco , que ejerce una presión ajustable sobre la brida de chapa para gestionar el flujo de material.
- el morir set (conjunto de base y guía), que garantiza una alineación precisa y repetibilidad en todos los ciclos de producción.
Juntos, estos componentes deben diseñarse con niveles de tolerancia que normalmente se mantienen en ±0,02 mm , lo que garantiza la precisión dimensional en tiradas de producción de gran volumen que pueden alcanzar cientos de miles de piezas por año.
Criterios clave de diseño para matrices de embutición profunda de alto rendimiento
El diseño de matrices de embutición profunda eficaces para uso automotriz requiere equilibrar múltiples demandas de ingeniería en competencia. Un diseño deficiente provoca grietas, arrugas, recuperación elástica o desgaste prematuro de las herramientas, todo lo cual aumenta directamente los costos de producción y el tiempo de inactividad. Los siguientes parámetros son fundamentales para lograr resultados consistentes y sin defectos.
Control de fuerza del soporte en blanco
La fuerza del portapiezas (BHF) es una de las variables más influyentes en el proceso de embutición profunda. Un BHF insuficiente hace que la chapa se doble y se arrugue a medida que fluye hacia adentro; Un BHF excesivo restringe el flujo de material y provoca desgarros o grietas en el radio del punzón. moderno troqueles de estampado automotriz utilice soportes de piezas en bruto hidráulicos o servocontrolados capaces de ajustar dinámicamente la presión a lo largo del ciclo de carrera, que a menudo varía del 20 % al 80 % de la fuerza máxima según la profundidad de formado y el tipo de material.
Acabado superficial y reducción de fricción
Las superficies del troquel en contacto con la lámina de metal deben lograr un acabado ultraliso para minimizar el adelgazamiento y el desgaste inducidos por la fricción. Estándares de la industria para alto rendimiento troqueles de embutición profunda requieren una rugosidad superficial de Ra ≤ 0,05μm , que se logra mediante pulido, cromado duro o recubrimientos por deposición física de vapor (PVD), como TiCN o DLC (carbono similar al diamante). Estos recubrimientos también extienden significativamente la vida útil de la herramienta, reduciendo los intervalos de reemplazo en entornos de producción en masa.
Arquitectura de herramientas modulares
Las estructuras de matrices modulares permiten que los componentes individuales, como punzones, insertos o segmentos de soporte en blanco, se reemplacen de forma independiente en lugar de requerir un reemplazo completo de la matriz. Para los OEM automotrices que ejecutan múltiples variantes de modelos en plataformas compartidas, la modularidad reduce la inversión en herramientas entre un 25% y un 40% y acorta el tiempo de cambio de horas a minutos. Este enfoque de diseño también simplifica la programación del mantenimiento y permite una adaptación más rápida a las órdenes de cambio de ingeniería (ECO).
Aplicaciones en vehículos tradicionales versus vehículos eléctricos
Si bien la mecánica fundamental de la embutición profunda sigue siendo consistente, los requisitos específicos para los vehículos tradicionales y los vehículos eléctricos (EV) difieren sustancialmente, lo que refleja diferencias en materiales, geometrías y prioridades estructurales.
| Parámetro | Vehículos Tradicionales | Vehículos eléctricos |
|---|---|---|
| Materiales primarios | Acero dulce, acero HSLA | Aleación de aluminio, aleación de magnesio y aluminio. |
| Relación de dibujo típica | 1,8:1 – 2,2:1 | 2.5:1 y superior |
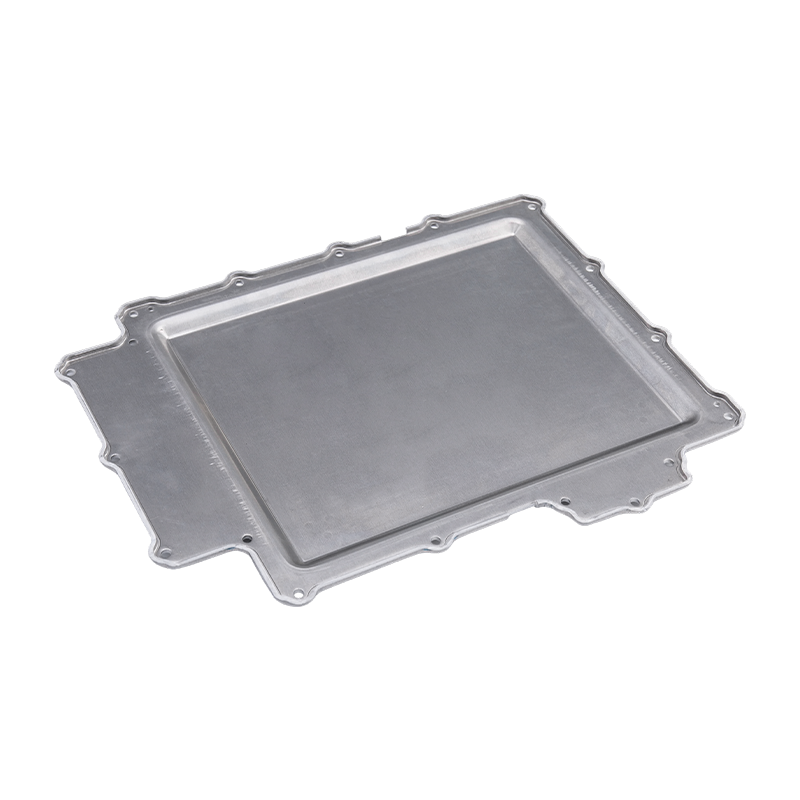
| Componentes formados clave | Paneles de puertas, capós, tapas de maletero. | Carcasas de baterías, carcasas de motores, bandejas de suelo |
| Requisito de tolerancia | ±0,05 mm (paneles de carrocería) | ±0,02 mm (battery enclosures) |
| Desafío del material del troquel | Resistencia al desgaste para el conformado de acero. | Prevención de irritaciones con aleaciones blandas |
Para aplicaciones específicas de vehículos eléctricos, troqueles de dibujo Diseñados para carcasas de baterías de aleación de magnesio y aluminio enfrentan desafíos únicos. Estas aleaciones livianas tienen menor ductilidad que el acero y son más propensas a recuperarse y rayarse la superficie. Las matrices para estos componentes generalmente están diseñadas con herramientas calentadas (conformación en caliente a 200–300 °C) para mejorar el flujo de material, junto con canales de suministro de lubricante especializados integrados en la estructura de la matriz para mantener condiciones de fricción consistentes en tiradas de producción largas.
Tecnologías de simulación y monitorización inteligente en ingeniería de troqueles
moderno troqueles de estampado automotriz se desarrollan junto con plataformas de simulación avanzadas antes de que se produzca cualquier herramienta física. El software de análisis de elementos finitos (FEA), que incluye herramientas como AutoForm, Pam-Stamp y LS-DYNA, permite a los ingenieros simular virtualmente todo el proceso de conformado, prediciendo la distribución de adelgazamiento, las zonas de riesgo de arrugas, la magnitud de la recuperación elástica y los requisitos de presión del portapiezas con alta precisión.
Un flujo de trabajo de simulación típico para un componente embutido complejo incluye:
- Entrada de caracterización de materiales. — límite elástico, valor n (exponente de endurecimiento por deformación), valor r (relación de anisotropía plástica) para la aleación y el temple específicos
- Análisis del diagrama de límites de formación (FLD) — identificar zonas seguras, marginales y de falla dentro de la parte formada
- Modelado de compensación de recuperación elástica — predecir la recuperación elástica y precompensar la geometría del troquel para lograr la forma neta final
- La iteración virtual de prueba. — reducir los ciclos de prueba física de 10 a 15 a menos de 5 por pieza, lo que ahorra mucho tiempo y costos de material
Más allá del diseño, los sistemas de monitoreo inteligentes están cada vez más integrados en la producción. troqueles de embutición profunda ellos mismos. Los sensores de fuerza piezoeléctricos miden la distribución de fuerza del portapiezas en tiempo real, mientras que los sensores de emisión acústica detectan signos tempranos de irritación o agrietamiento del material antes de que se produzcan piezas defectuosas. Los datos de estos sensores se introducen en los sistemas de ejecución de fabricación (MES), lo que permite un control del proceso de circuito cerrado que ajusta los parámetros de la prensa de forma dinámica, manteniendo la estabilidad dimensional incluso cuando las propiedades del lote de material varían entre los lotes de bobinas.
Selección de materiales y tratamiento de superficies para una larga vida útil de la herramienta
La vida útil de troqueles de dibujo en la producción de automóviles en gran volumen es un factor económico crítico. Se puede esperar que un juego de troqueles típico para paneles de carrocería produzca entre 500.000 y 1.000.000 de piezas antes de requerir una renovación importante. Lograr esto requiere una cuidadosa selección de materiales de matriz y tratamientos de superficie adaptados al material de la pieza de trabajo y al volumen de producción.
Los materiales de troqueles más comunes utilizados en el estampado de automóviles incluyen:
- Fundición dúctil (GGG70L) — rentable para troqueles de volumen bajo a medio, buena maquinabilidad pero menor dureza (58–62 HRC después del tratamiento)
- Acero para herramientas (D2, DC53) — mayor dureza y resistencia al desgaste, preferido para troqueles de conformado de acero de gran volumen
- Insertos de carburo — se aplica en zonas de contacto de alto desgaste, como radios de matrices y cordones de tracción, lo que extiende la vida útil local entre 3 y 5 veces en comparación con el acero para herramientas solo
- Aleaciones de bronce y aluminio — se utiliza para troqueles que forman piezas de trabajo de aluminio o magnesio, evitando el desgaste debido a pares de materiales diferentes
Los tratamientos superficiales aplicados después del mecanizado y el tratamiento térmico mejoran aún más el rendimiento. La nitruración aumenta la dureza de la superficie a 70 HRC mientras mantiene la dureza del núcleo. Los recubrimientos PVD como TiAlN ofrecen una dureza superior a 3000 HV y reducen los coeficientes de fricción de ~0,15 a menos de 0,05, lo que se traduce directamente en una reducción del adelgazamiento en los componentes livianos de los vehículos eléctricos, donde la uniformidad del espesor de la pared es fundamental para el sellado de la carcasa de la batería y el rendimiento estructural.
Adaptación de troqueles de estampado para automóviles a las tendencias de aligeramiento y alta resistencia
El cambio acelerado de la industria automotriz hacia el aligeramiento, impulsado tanto por la eficiencia de la autonomía de los vehículos eléctricos como por las regulaciones sobre emisiones, está remodelando fundamentalmente las demandas impuestas a los vehículos. troqueles de estampado automotriz . Los aceros avanzados de alta resistencia (AHSS) con resistencias a la tracción superiores a 1000 MPa, así como las aleaciones de aluminio de las series 6xxx y 7xxx, están reemplazando cada vez más al acero dulce convencional en aplicaciones estructurales. Estos materiales requieren fuerzas de conformado significativamente mayores, un control BHF más preciso y estrategias de compensación de recuperación mejoradas en comparación con sus predecesores.
Para los fabricantes que suministran matrices a este mercado en evolución, la respuesta ha sido multidireccional. Las estructuras de los troqueles se están rediseñando con mayor rigidez para soportar mayores cargas de formación sin errores dimensionales inducidos por la deflexión. Se están integrando canales de refrigeración y calefacción en los cuerpos de las matrices para permitir el conformado en caliente o en caliente de aluminio y acero al boro. Y los procesos de prueba basados en simulación están comprimiendo los plazos de desarrollo incluso cuando aumenta la complejidad de las piezas.
En última instancia, troqueles de embutición profunda Los componentes para automóviles y vehículos eléctricos de próxima generación deben ofrecer simultáneamente tolerancias más estrictas, una vida útil más larga, una configuración más rápida y compatibilidad con una gama más amplia de materiales avanzados. Lograr este equilibrio exige un enfoque de ingeniería integrado, que combine fabricación de precisión, recubrimientos avanzados, monitoreo de procesos en tiempo real y experiencia en ciencia de materiales, que posicione la tecnología de troqueles de embutición profunda como un factor central de la transformación de la industria automotriz.

Publicación anterior
Piezas de estampado de metal: tipos y aplicaciones
Siguiente publicación
¿Por qué la aleación de aluminio está reemplazando al acero en piezas de estampado electrónico?
Nuestro Productos.





¡Comience su negocio con un fabricante OEM aquí mismo!
¡Proporcionar a los clientes globales soluciones completas llave en mano a través de innovación!
ENLACES RÁPIDOS
ACERCA DE NOSOTROS
INFORMACIÓN DE CONTACTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N.º 118, calle Yexin, Zona de Desarrollo Económico de Wujiang, Suzhou, China
N.º 118, calle Yexin, Zona de Desarrollo Económico de Wujiang, Suzhou, China
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. Todos los derechos reservados. Empresa de estampación de metal embutido profundo
