- Envíenos un correo electrónico: [email protected]
- Llámenos al: +86-139 1308 8972
 English
English Español
Español Deutsch
Deutsch
Noticias de la industria
Inicio / Noticias / Noticias de la industria / Tipos de troqueles de estampado: guía progresiva, de transferencia y de embutición profunda
Tipos de troqueles de estampado: guía progresiva, de transferencia y de embutición profunda
2026-07-16
Contenido
- 1 Los principales tipos de matrices de estampado
- 2 Troqueles progresivos
- 3 Troqueles de transferencia
- 4 Matrices compuestas y de estación única
- 5 Troqueles de embutición profunda
- 6 Matrices para componentes electrónicos de precisión
- 7 Comparación de tipos de troqueles de un vistazo
- 8 Elegir el troquel adecuado para su proyecto
Los principales tipos de matrices de estampado
La mayoría de los proyectos de estampado de metal se clasifican en una de cinco categorías de troqueles: troqueles progresivos, troqueles de transferencia, troqueles compuestos, troqueles de estación única (simples) y troqueles de embutición profunda. La elección correcta depende de la complejidad de la pieza, el volumen de producción y cuántas operaciones de conformado necesita una pieza, no de qué tipo de troquel parece más avanzado. Comprender lo que los separa ayuda a los compradores a especificar correctamente un proyecto antes de cotizar, en lugar de descubrir una discrepancia después de que las herramientas ya están cortadas.
Troqueles progresivos
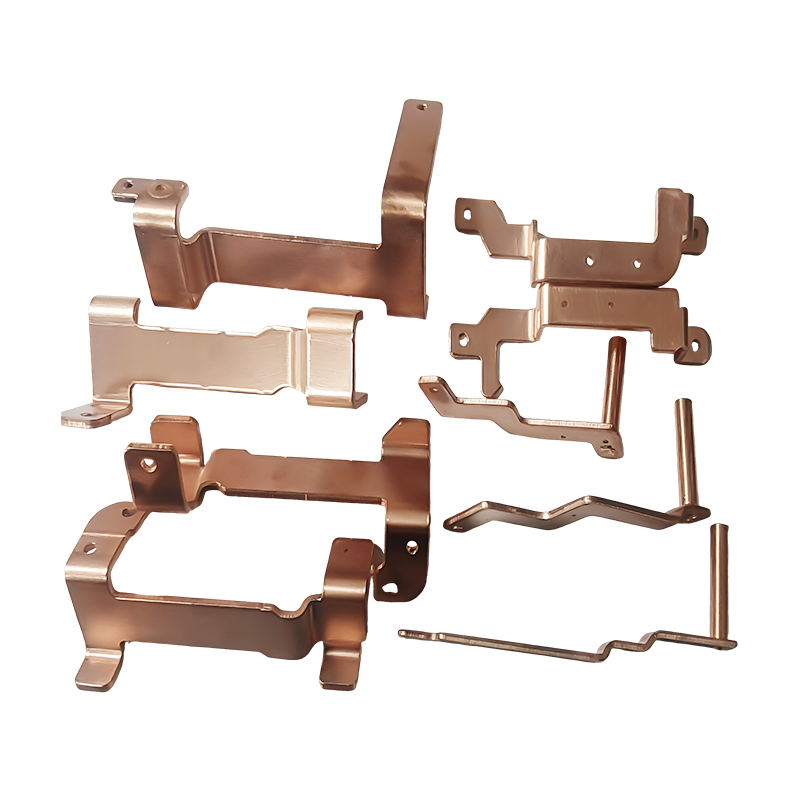
Un troquel progresivo pasa una tira de metal a través de una secuencia de estaciones dentro de un único juego de troqueles, y cada estación realiza una operación (perforar, doblar, formar o cortar) mientras la tira avanza automáticamente entre las estaciones. La pieza solo está completamente formada una vez que llega a la última estación, pero debido a que cada estación se activa en cada golpe de prensa, los tiempos de ciclo son cortos incluso para geometrías complejas.
Esta estructura se adapta a la producción de gran volumen de piezas pequeñas y medianas, como conectores, soportes y componentes electrónicos de precisión, donde la precisión dimensional constante a lo largo de millones de ciclos importa más que el costo de las herramientas. La desventaja es un mayor tiempo de diseño y construcción, ya que el diseño de la tira y la secuenciación de las estaciones deben diseñarse antes de cortar la primera muestra.
Troqueles de transferencia
Los troqueles de transferencia también realizan múltiples operaciones en secuencia, pero en lugar de una tira continua, los espacios en blanco individuales se mueven físicamente (generalmente mediante un sistema de transferencia mecánico o robótico) de una estación a otra. Esta separación de la tira permite que las matrices de transferencia manejen piezas más grandes, más pesadas o más tridimensionales que las que puede soportar una tira de matriz progresiva, como componentes estructurales o carcasas de automóviles.
Debido a que el manejo de materiales está desacoplado del propio troquel, los troqueles de transferencia ofrecen más flexibilidad para la geometría de la pieza, pero el mecanismo de transferencia agregado aumenta tanto la inversión en herramientas como el tiempo del ciclo en comparación con un troquel progresivo que ejecuta el mismo número de estaciones.
Matrices compuestas y de estación única
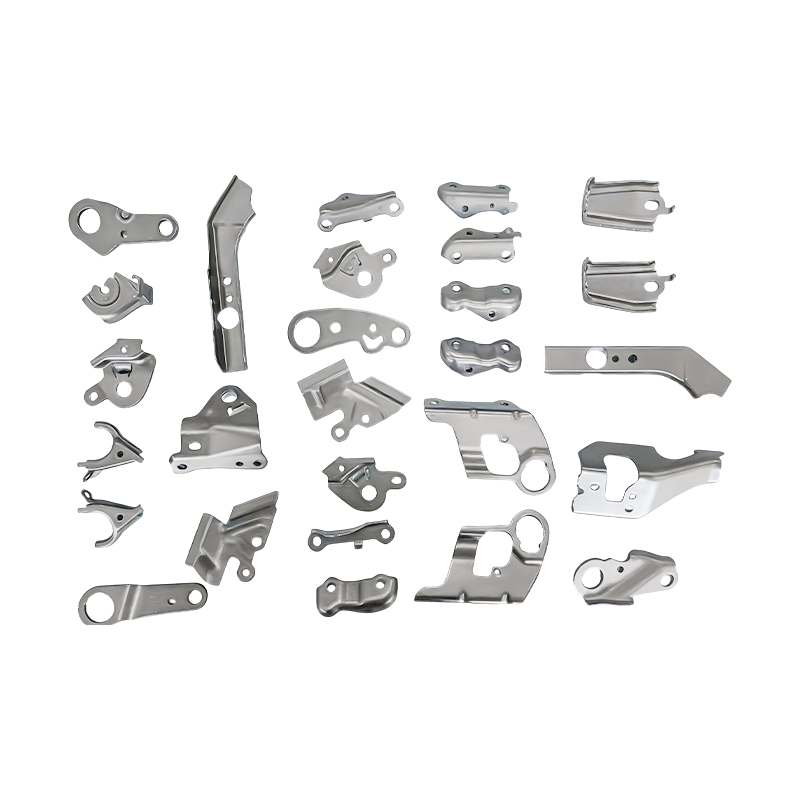
Los troqueles compuestos realizan dos o más operaciones (más comúnmente perforación y corte) en un solo golpe de prensa en una estación, produciendo una pieza plana terminada en un solo golpe. Las matrices de estación única (simples) realizan solo una operación por carrera, como una sola pasada de corte o doblado, y generalmente requieren que la pieza se reposicione manual o mecánicamente para la siguiente operación.
Ambas son opciones de menor costo y más rápidas de construir que tienen sentido para la creación de prototipos, tiradas de volumen bajo a medio o geometrías de piezas simples donde la inversión en herramientas de una matriz progresiva o de transferencia no está justificada por el tamaño del pedido.
Troqueles de embutición profunda
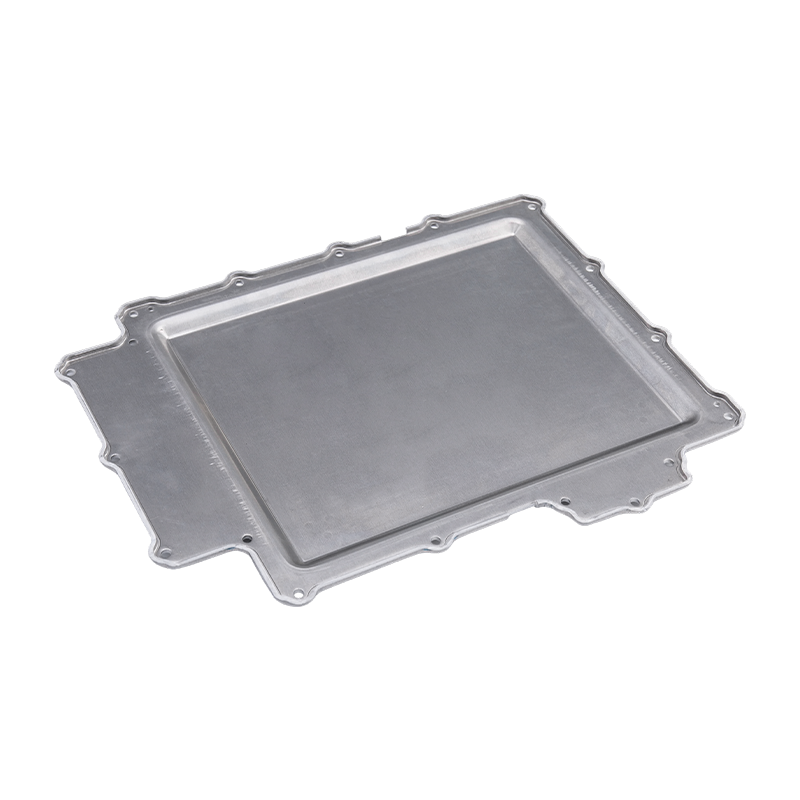
Los troqueles de embutición profunda forman láminas de metal planas en geometrías tridimensionales huecas, en forma de copa o complejas tirando del material a través de una cavidad del troquel con un punzón, en lugar de cortarlo o doblarlo. Este proceso es fundamental para producir componentes redondos o contorneados, como carcasas de motores, carcasas de baterías y piezas relacionadas con ruedas comunes en Matrices de embutición profunda para vehículos automotrices y eléctricos , donde el espesor constante de la pared y la retención de la forma bajo carga son fundamentales.
La embutición profunda es técnicamente exigente: el flujo de material, la fuerza del portapiezas y la lubricación deben ajustarse juntos para evitar desgarros, arrugas o adelgazamiento excesivo, razón por la cual la experiencia en el diseño de troqueles con el metal específico (acero, aleación de aluminio o material recubierto) es tan importante como el tonelaje de prensa disponible.

Matrices para componentes electrónicos de precisión
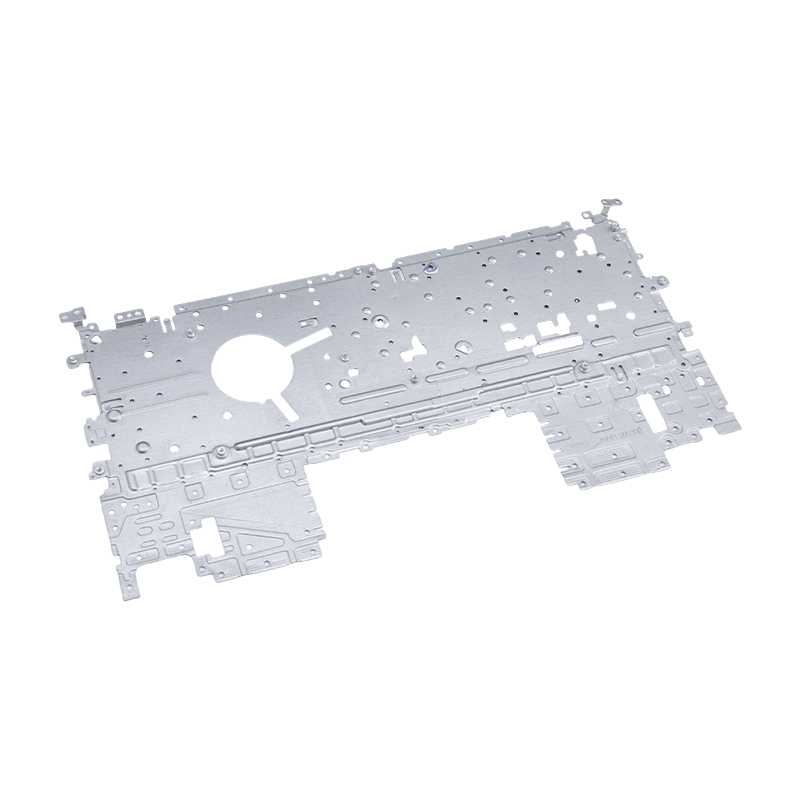
Las aplicaciones de estampado electrónico añaden un conjunto diferente de limitaciones además de los tipos de matrices anteriores: las piezas suelen ser más delgadas, más pequeñas y se producen en volúmenes muy altos, con tolerancias medidas en micras en lugar de milímetros. Los terminales, clavijas de conector, latas de blindaje y microsoportes generalmente funcionan con troqueles progresivos construidos con espacios libres más estrechos entre las estaciones y una geometría de punzón más fina para evitar la formación de rebabas en elementos delicados.
porque troqueles de estampado electrónico a menudo se alimentan directamente a líneas de ensamblaje automatizadas, la repetibilidad dimensional desde la primera parte hasta la millonésima importa tanto como la calidad inicial de la muestra: una matriz que se sale lentamente de la tolerancia durante una serie de producción crea fallas de ensamblaje posteriores cuyo seguimiento hasta su origen es costoso.

Comparación de tipos de troqueles de un vistazo
| Tipo de matriz | Mejor para | Volumen típico |
|---|---|---|
| Troquel progresivo | Piezas pequeñas a medianas, conformado en varios pasos | Alto volumen |
| Troquel de transferencia | Piezas más grandes o con forma 3D | Volumen medio a alto |
| Troquel compuesto/de estación única | Piezas planas simples, creación de prototipos. | Volumen bajo a medio |
| Troquel de embutición profunda | Piezas 3D huecas o contorneadas | Volumen medio a alto |
Elegir el troquel adecuado para su proyecto
En la práctica, la mayoría de los programas de producción terminan combinando tipos de matrices a lo largo del ciclo de vida de una pieza: una matriz compuesta para las primeras muestras, seguida de una matriz progresiva o de transferencia una vez que los volúmenes justifican la inversión. Obtener esta secuenciación desde el principio, con un fabricante con experiencia en toda la gama de troqueles de estampación , evita pagar dos veces por herramientas que deben rediseñarse a medida que el proyecto pasa del prototipo a la producción en masa.
Publicación anterior
Sin artículo anterior
Siguiente publicación
Componentes metálicos de precisión: diseño, materiales y aplicaciones
Nuestro Productos.





¡Comience su negocio con un fabricante OEM aquí mismo!
¡Proporcionar a los clientes globales soluciones completas llave en mano a través de innovación!
ENLACES RÁPIDOS
ACERCA DE NOSOTROS
INFORMACIÓN DE CONTACTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N.º 118, calle Yexin, Zona de Desarrollo Económico de Wujiang, Suzhou, China
N.º 118, calle Yexin, Zona de Desarrollo Económico de Wujiang, Suzhou, China
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. Todos los derechos reservados. Empresa de estampación de metal embutido profundo
