- Envíenos un correo electrónico: [email protected]
- Llámenos al: +86-139 1308 8972
 English
English Español
Español Deutsch
Deutsch
Noticias de la industria
Inicio / Noticias / Noticias de la industria / ¿Cuál es la diferencia entre troqueles de estampado de metal progresivos y de transferencia?
¿Cuál es la diferencia entre troqueles de estampado de metal progresivos y de transferencia?
2026-02-25
Contenido
- 1 Cómo cada tipo de matriz mueve el material a través de la prensa
- 2 Geometría de piezas y complejidad del conformado
- 3 Velocidad, rendimiento y volumen de producción
- 4 Comparación de costos de herramientas, mantenimiento y configuración
- 5 Diferencias entre la utilización de materiales y la tasa de desechos
- 6 Elegir el tipo de matriz adecuado para su aplicación
Cómo cada tipo de matriz mueve el material a través de la prensa
La diferencia más fundamental entre los troqueles de estampado de metal progresivos y de transferencia radica en cómo se mueve la pieza de trabajo de una estación de formación a la siguiente. En un troquel progresivo, la pieza en bruto permanece unida a la tira de bobina original durante toda la secuencia de formación. La tira avanza con un paso fijo con cada golpe de prensa, transportando piezas parcialmente formadas a través de estaciones sucesivas (perforación, punzonado, doblado, estirado) hasta que la pieza terminada se libera del esqueleto en la estación final. La pieza nunca se separa físicamente de la tira hasta que se completa el conformado, lo que significa que la propia tira actúa como soporte y referencia de localización para cada operación.
Transferir troqueles de estampado de metal operan según un principio fundamentalmente diferente. Se corta una pieza en bruto de la bobina o lámina en la primera estación y luego se mueve como una pieza libre e independiente de una estación a otra mediante un sistema de dedo de transferencia mecánico o servoaccionado. Debido a que la pieza ya no está conectada a una tira, se puede reposicionar, voltear o reorientar entre estaciones, movimientos que son geométricamente imposibles cuando la pieza de trabajo todavía está unida a un soporte continuo. Esta distinción en cómo se maneja el material es la causa fundamental de casi todas las demás diferencias entre los dos tipos de troqueles en términos de capacidad, costo y aplicación.
Geometría de piezas y complejidad del conformado
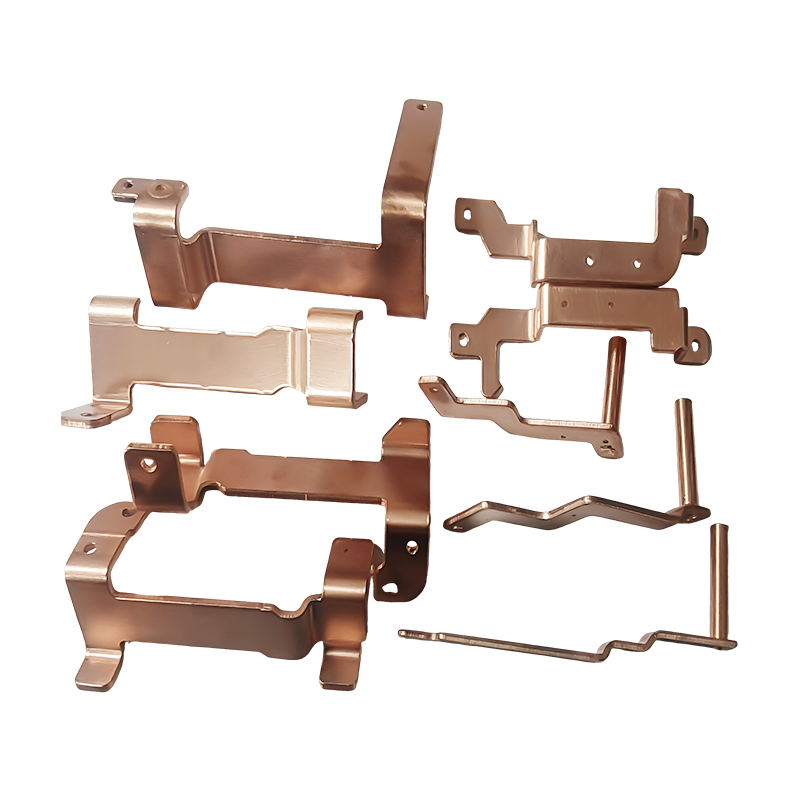
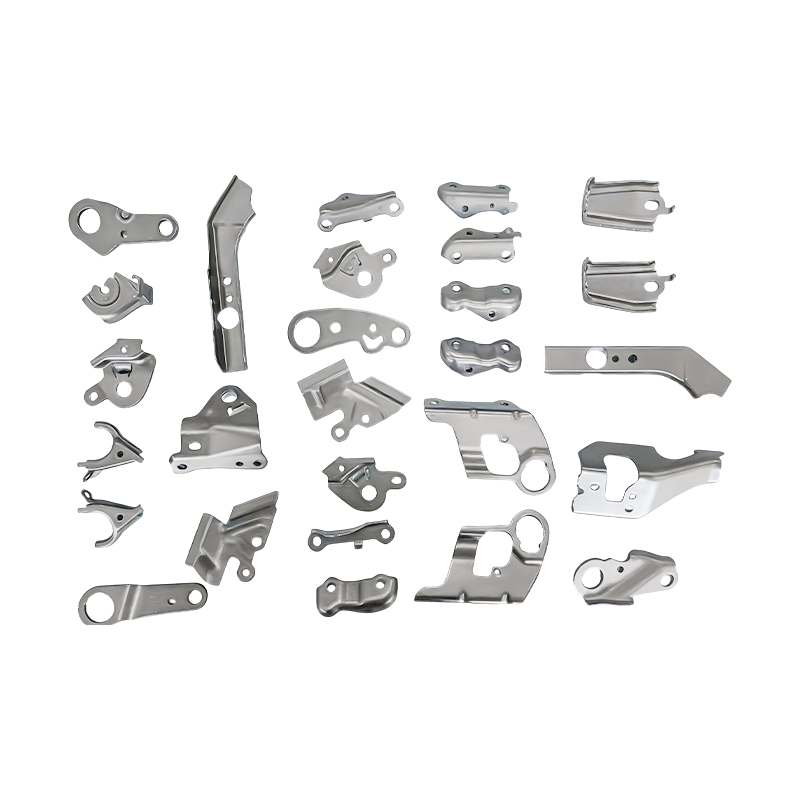
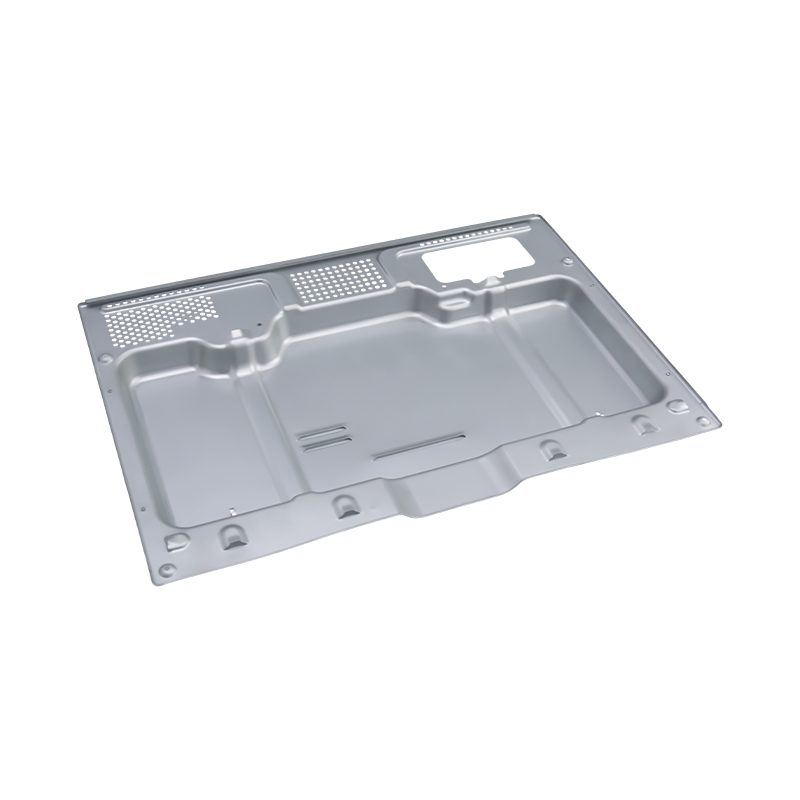
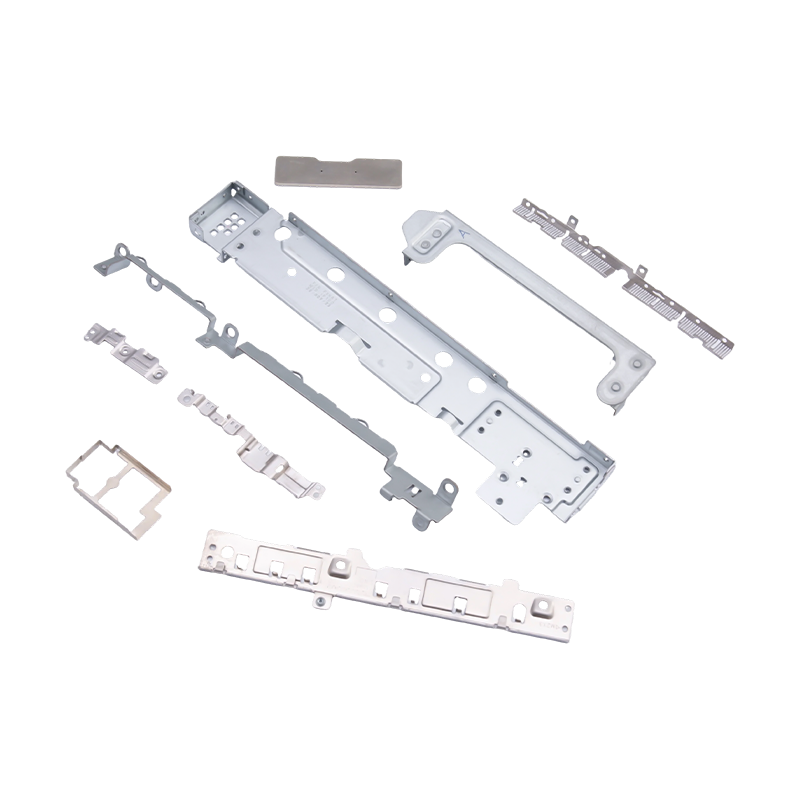
Los troqueles de estampado de metal progresivos se adaptan mejor a piezas que son relativamente planas o de perfil poco profundo. Dado que la pieza permanece dentro de la tira, la altura total de cualquier elemento formado está limitada por la necesidad de que la tira continúe alimentándose limpiamente a través del troquel sin que la geometría formada ensucie las estaciones adyacentes o la propia estructura del troquel. Para piezas con una profundidad de dibujo modesta (soportes, terminales, clips, laminaciones y herrajes de sección delgada), esta restricción rara vez importa y el uso de herramientas progresivas es la elección natural. El diseño de la tira a menudo se puede diseñar para lograr tasas de utilización de material superiores al 75%, y la ausencia de un mecanismo de transferencia significa menos componentes mecánicos y un sistema general más simple.
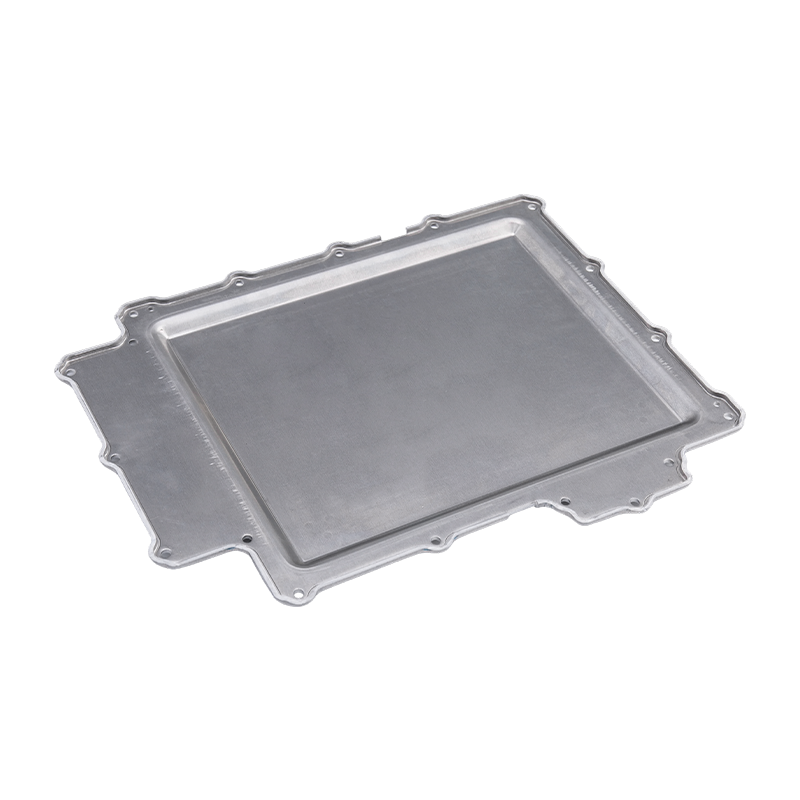
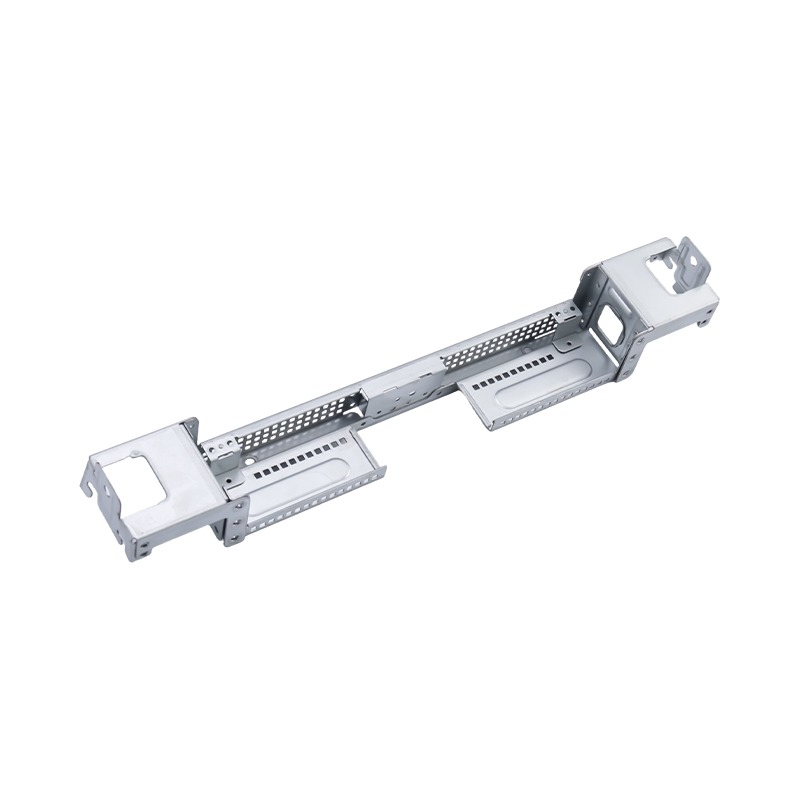
Transferir metal stamping dies become necessary when part geometry demands forming in multiple planes, deep drawing on more than one axis, or operations on surfaces that face downward relative to the strip — a configuration impossible to tool in a progressive die. Shell-shaped components, tubular cross-sections, parts with undercut flanges, and deep-drawn housings all fall into this category. Because the blank travels as an individual piece, the transfer die can present it to each station in the optimal orientation, including upside-down or rotated 90° if the forming geometry requires it. This three-dimensional freedom is the primary technical justification for the higher tooling investment that transfer dies require.
Velocidad, rendimiento y volumen de producción
Los troqueles de estampado de metal progresivos superan consistentemente a los troqueles de transferencia en golpes por minuto. Debido a que no hay un mecanismo de transferencia para sincronizar (no hay dedos para extender, agarrar, mover y retraer entre pasadas), los troqueles progresivos pueden operar a velocidades de 200 a 1500 SPM dependiendo de la complejidad de la pieza y la capacidad de la prensa. Para la producción de piezas pequeñas y medianas de gran volumen, medida en millones de piezas por año, esta ventaja de velocidad se traduce en un beneficio decisivo en el rendimiento que es difícil de igualar para cualquier otro método de estampado.
Transferir dies are typically limited to 30–150 SPM by the kinematics of the transfer system, which must complete its full motion cycle — extending into the die, gripping the part, retracting, advancing to the next station, and releasing — within the window allowed by press ram motion. Servo transfer systems have improved this significantly compared to mechanical cam-driven fingers, but the fundamental cycle time constraint remains. For parts that genuinely require transfer die capability, this speed difference is an accepted trade-off rather than a flaw, since progressive tooling simply cannot produce those geometries at any production rate.
Comparación de costos de herramientas, mantenimiento y configuración
La inversión en herramientas y los costos de mantenimiento continuo difieren sustancialmente entre los dos tipos de matrices, y comprender estas diferencias es esencial para tomar una decisión de abastecimiento acertada.
| factores | Troqueles de estampado de metal progresivos | Transferir Metal Stamping Dies |
| Costo inicial de herramientas | Moderado a alto | Alto a muy alto |
| Tiempo de configuración por ejecución | Más corto: juego de troquel único | Más tiempo: el sistema de transferencia debe programarse y ajustarse |
| Complejidad del mantenimiento | Moderado: afilado de punzones/matriz, desgaste del piloto | Más alto: los dedos de transferencia, los rieles y la sincronización agregan puntos de desgaste |
| Flexibilidad en el cambio de matrices | Limitado: las estaciones son interdependientes | Más alto: las matrices de estaciones individuales se pueden intercambiar de forma independiente |
| Volumen mínimo viable | Alto (amortiza el costo sobre el volumen) | Medio a alto |
Una ventaja de mantenimiento que tienen los troqueles de estampado de metal de transferencia sobre las herramientas progresivas es la capacidad de dar servicio o reemplazar troqueles de estaciones individuales sin reconstruir toda la herramienta. Dado que cada estación de troquel es una unidad discreta, una estación de extracción desgastada se puede retirar y rectificar mientras las demás permanecen en la prensa. En un troquel progresivo, todas las estaciones están integradas en un único conjunto compuesto, lo que significa que cualquier mantenimiento que requiera el desmontaje del troquel afecta a toda la herramienta y a toda la producción.
Diferencias entre la utilización de materiales y la tasa de desechos
La utilización de materiales es otra área en la que los dos tipos de matrices divergen significativamente. Los troqueles de estampado de metal progresivos producen un esqueleto de chatarra continuo (la tira restante después de retirar los espacios en blanco o las piezas terminadas) que debe manipularse, cortarse y desecharse o reciclarse. Dependiendo de la geometría de la pieza y la eficiencia del diseño de la tira, el esqueleto de chatarra puede representar entre el 20% y el 40% del peso total de la bobina consumida. Los diseños de tiras sofisticados con cortes en ángulo, piezas entrelazadas de manos opuestas o configuraciones de varias filas pueden reducir esta cifra significativamente, pero el esqueleto es un subproducto inevitable del procesamiento en tiras.
Transferir metal stamping dies cut the blank to near-net shape at the first station, so the scrap generated at that point can be optimized independently of the forming sequence that follows. For large parts with complex contours — where a progressive strip layout would require a very wide scrap bridge to maintain strip integrity — transfer blanking can achieve materially better utilization by nesting blanks tightly and running a dedicated high-efficiency blanking operation ahead of the transfer line. The scrap from subsequent forming stations is typically minimal, consisting only of piercing slugs and trim offal rather than a continuous skeleton.
Elegir el tipo de matriz adecuado para su aplicación
La selección entre troqueles de estampado de metal progresivos y de transferencia debe basarse en una evaluación estructurada de los requisitos de las piezas y no solo en el costo. Los siguientes criterios proporcionan un marco de decisión práctico:
- Geometría de la pieza: Si la pieza se puede formar completamente mientras permanece plana en una tira (todas las funciones son accesibles desde arriba o desde abajo sin reposicionarlas), el uso de herramientas progresivas es apropiado. Si la pieza requiere conformado en múltiples caras, embutición profunda más allá de una relación profundidad-diámetro de aproximadamente 1:1, u operaciones en la parte inferior de una brida, se requieren herramientas de transferencia.
- Volumen de producción: Los volúmenes anuales muy altos (normalmente superiores a 500.000 piezas por año para piezas de complejidad media) favorecen los troqueles progresivos porque la ventaja de la velocidad reduce significativamente el coste del tiempo de prensado por pieza. Las matrices de transferencia son más económicas para volúmenes moderados donde la geometría de la pieza hace imposible el uso de herramientas progresivas.
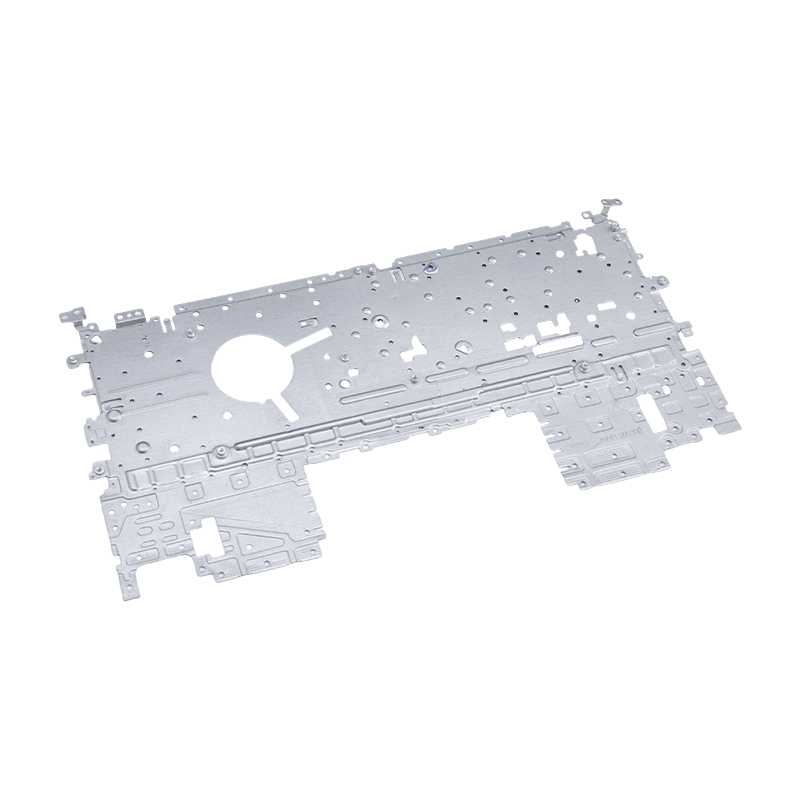
- Tamaño de la pieza: Las piezas de gran formato (aquellas que superan aproximadamente los 400 mm en cualquier dimensión) se vuelven poco prácticas en matrices progresivas porque los requisitos resultantes de longitud de matriz y ancho de bobina exceden las capacidades típicas de manipulación de prensas y bobinas. Las líneas de transferencia manejan piezas grandes de manera más práctica mediante el uso de matrices de estaciones individuales adaptadas a la pieza en lugar de una única herramienta progresiva alargada.
- Requisitos de precisión dimensional: Los troqueles progresivos ubican la pieza a través de pasadores piloto que encajan en los orificios de la tira, mientras que los troqueles de transferencia ubican los espacios en blanco individuales a través de características de la pieza o herramientas anidadas en cada estación. Para piezas donde la tolerancia de posición entre funciones es menor que ±0,05 mm, la estrategia de ubicación de cada tipo de matriz debe evaluarse cuidadosamente en comparación con la acumulación de tolerancia que generará.
- Flexibilidad de diseño futuro: Si se espera que el diseño de la pieza cambie durante el ciclo de vida del producto, las herramientas de transferencia ofrecen una mayor adaptabilidad ya que las matrices de estaciones individuales se pueden modificar de forma independiente. Cambiar una característica en un dado progresivo a menudo requiere rediseñar múltiples estaciones interdependientes simultáneamente.
En la práctica, la decisión rara vez se toma de forma aislada. Un fabricante de matrices con experiencia evaluará juntos el dibujo de la pieza, el pronóstico de volumen anual, los recursos de prensa disponibles y los requisitos de ensamblaje posteriores antes de recomendar una estrategia de herramientas. Tanto los troqueles de estampado de metales progresivos como los de transferencia representan tecnologías maduras y bien comprendidas; la clave es hacer coincidir la tecnología correcta con las demandas específicas de la aplicación en lugar de optar por el enfoque que le resulte más familiar.

Publicación anterior
Comparación de costos: piezas de estampado de metal versus productos de piezas de trefilado de metal en 2026
Siguiente publicación
La industria de troqueles de estampación para automóviles está marcando el comienzo de una nueva ronda de actualizaciones tecnológicas.
Nuestro Productos.





¡Comience su negocio con un fabricante OEM aquí mismo!
¡Proporcionar a los clientes globales soluciones completas llave en mano a través de innovación!
ENLACES RÁPIDOS
ACERCA DE NOSOTROS
INFORMACIÓN DE CONTACTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N.º 118, calle Yexin, Zona de Desarrollo Económico de Wujiang, Suzhou, China
N.º 118, calle Yexin, Zona de Desarrollo Económico de Wujiang, Suzhou, China
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. Todos los derechos reservados. Empresa de estampación de metal embutido profundo
